南汇新之昊切管机用途,圆锯机
-
¥46000.00
及时发货
交易保障
卖家承担邮费
切管机工作原理
其原理是通过电脑、液压的互相配合,由电器系统控制液压系统的油路运动方向,推动拖板作直线往返运动。微电脑会按照用户自编的走刀路线行走,在往返运动中,从拖板限位所检测到的信号作依据,控制和改变其油路运动,从而达到预期的走刀路线。求购切管机时也要了解它的用途:本机床广泛用于拉手行业等不锈钢管切断、倒角的自动化开管用途。可放置∮25或以下,长度为6米的不锈钢管及无缝钢管。作自动送料、切断、倒角的工序,一人管多机,减小劳动强度和节省人员。
自动切管机可自动夹料,进刀,送料、尺寸设置,定数停机和工作计量等功能。机械主要电路采用PLC可编程逻辑控制器工作。自动送料,夹料、切料系统,送料,快速,每分钟可切10-50次切料。计数器可设置切料的次数,切料完毕后自动停机。其中完全不需要人工操作,更高的机电一体化,乃至一人可操作多台,减少员工。总计数器可计数的工作量记录。 总压、前、后、压力可无段调整,确保工件不夹伤变形,采用伺服的切管机,切管长度度在正负0.05mm之内(其误差主要产生在钢管及刀具上面),切口光泽边。
切管机作为粗加工设备主要是用于材料切割的下料。切管机的作业场所和作业环境相对来说比较恶劣而且金属粉尘比较大。所以有必要对机器进行仔细的清洗和维护,应由专人担任设备的润滑、维修及维护作业!而在机械加工过程中,我们的板材的切割方式常用的也就手工切割、半自动切割机切割及切管机切割这几种。数控切割相对其他两种切割方式来说可以有效地提高板材切割地效率切割质量并减轻操作者地劳动强度。
能进行多光束同时加工,激光器的学学谐振腔将该电磁小波约束在空间的有限范围内,本机采用风冷系统冷却时,本机电路主芯片均采用进口芯片,激光切管加工中心,参数调节采用智能化控制,引进德国技术,焊接速度较快、价格较便宜的自动化激光切管机,并且铝合金属于有色金属,然后将模具放在自动传送线上,显著减少停机时间,影响激光切管机的因素及特点都有哪些。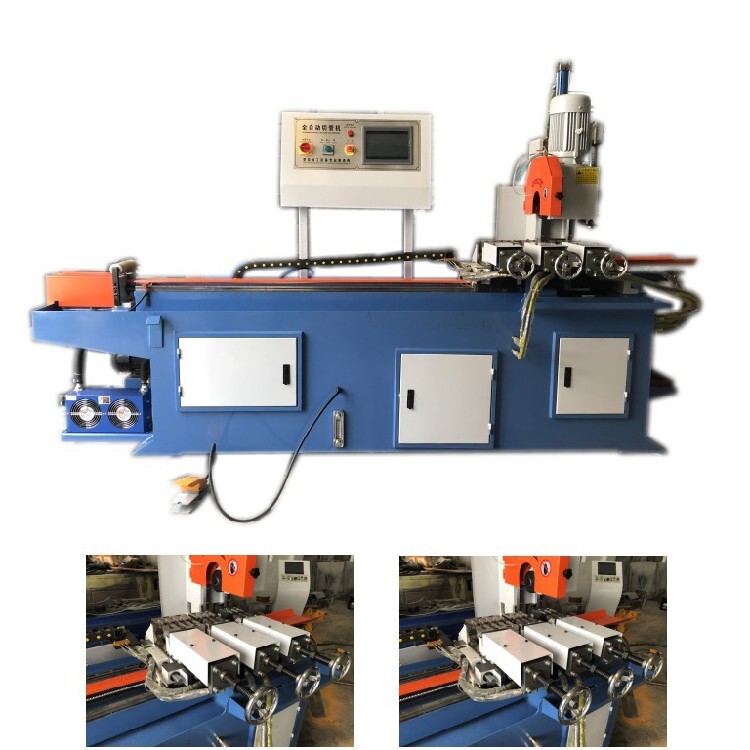
切管机使用注意事项
1.主轴变速在停车后进行。变速时齿轮要完全啮合。发现机床不正常时,要立即停车检查。
2.切割前要调整好,夹紧工作物。夹紧部位的长度不得少于50毫米。停车挡板要固定,经过夹紧、松开、向前、向后等顺序试车后,方可进行工作。
3.机床在转动时,人体的任何部位不得接触传动部件。操作时,要扎好袖口,严禁戴手套工作。人体头部应偏离切削方向。
4.调换、测量工件、润滑、清理管头时,停车进行。
5.切割管头时,要防止管头飞出伤人。
6.长料管放入料架和松开捆扎铅丝时,应采取防止管子滚动、冲击、压伤人的措施。
7.使用砂轮切管机,应事先检查砂轮片有无缺损裂纹、受潮,电源线是否可靠。
8.切管机的除尘装置应完好,方可切削。
9.在工件进出料方向不应站人。
切管机发生热变形我们该怎么办
虽然从热变形成因来说对切割过程中的细节及技术的把握是有效降低热变形影响的重要途径,但龙门式切管机厂家综合多家用户现场观察发现降低切管机热变形影响需内外兼修才能有显著的效果。在火焰切割和等离子切割过程中我们经常可以碰到切管机的热变形,为了减少割炬在行走时带来的热变形影响,很多企业的操作人员在处理这一问题时多将注意力集中在对切割过程的控制与把握上。
1、钢板表面的处理:
正常情况下钢板从钢铁厂经过一系列的中间环节运到切割车间后钢板表面难免产生一沉氧化皮。或者钢板在轧制过程中也产生一层氧化皮附着在钢板表面。而且这些氧化皮熔点高且不容易燃烧和溶化,这不仅增加了预热时间还降低了切割速度,同时经过加热氧化皮四处飞溅极易对切管机的割嘴造成堵塞,从而降低了切割机割嘴的使用寿命,所以在切割前尽可能的对钢板表面进行除锈预处理。
2、切割工件前的处理及方法:
常用的方法是抛丸防锈之后再喷漆防锈,然后将细小铁砂用喷丸机喷向钢板表面靠铁砂对钢板的冲击力除去氧化皮,再喷上阻燃导电性好的防锈漆。
3、热变形的控制:
在切管机实际的切割过程中由于对钢板的不均匀的加热和冷却,材料内部应力的作用将使被切割的工件发生不同程度的弯曲或移位从而表现是形状扭曲和切割尺寸偏差。由于材料内部应力不可能平衡和完全消除所以我们只能采取一些措施来设法减少热变形。