舟山服务器散热器欢迎咨询,服务器散热器用在台式机上
-
面议
及时发货
交易保障
卖家承担邮费
服务器散热技术的发展大致可分为三个阶段: (1)1965年至2000年是技术萌芽期:服务器散热技术出现在国外,但发展缓慢,这是因为大型计算机和服务器的发展刚刚起步,服务器散热主要借鉴个人计算机散热技术,主要是传统风冷技术,也出现了液冷技术,主要是电子元件浸入无导电冷却液中,由于当时材料技术的发展,散热器制造成本高。 (2)2001年至2009年是技术成熟期:随着互联网时代的到来,服务器散热要求越来越高,除了改进传统风冷技术和液体冷却技术外,还有风扇控制智能控制技术,随着材料技术的发展,散热器制造成本也降低。 (3)2010年是一个快速发展时期:随着云计算的发展,建立了更多的数据中心,越来越多的服务器需要在有限的空间内布局,散热问题成为数据中心需要解决的头号问题。此时,智能控制技术已成为研究的,新散热材料的出现也给散热领域带来了新的活力。
服务器散热技术 服务器散热技术主要包括:风冷散热、液冷散热、热转移和智能控制。其中,风冷散热和液冷散热仍然是服务器散热技术领域的两大核心技术。此外,服务器散热领域大的技术特点之一是很少单使用散热技术。
风冷散热 简单来说,风冷散热的原理是引导风向,将冷风吹入加热元件,或将加热元件抽出。常见的技术有风扇和导风罩。前者可以使用排气扇或吹风扇,后者可以根据特定的风道引导风向,在散热过程中产生特定的气流方向。 其代表方式有: 1.在服务器主板上安装大量冷却设备,通过冷却设备将主板上的电子元件产生热量,然后在服务器机柜下安装大量风扇,通过风扇产生的气流带走热量,达到散热效果。 2.将导风罩放置在服务器主板的电子元件上,前端与风扇组连接产生进风口,后端设置在主板后端,减小出风口管径,产生对流区。同时,分割部件分割对流区,隔离部件、密封部件和分割部件形成的区域为相应的风道,热电子元件位于风道内,产生的热量通过风道内的气流带走,达到散热效果。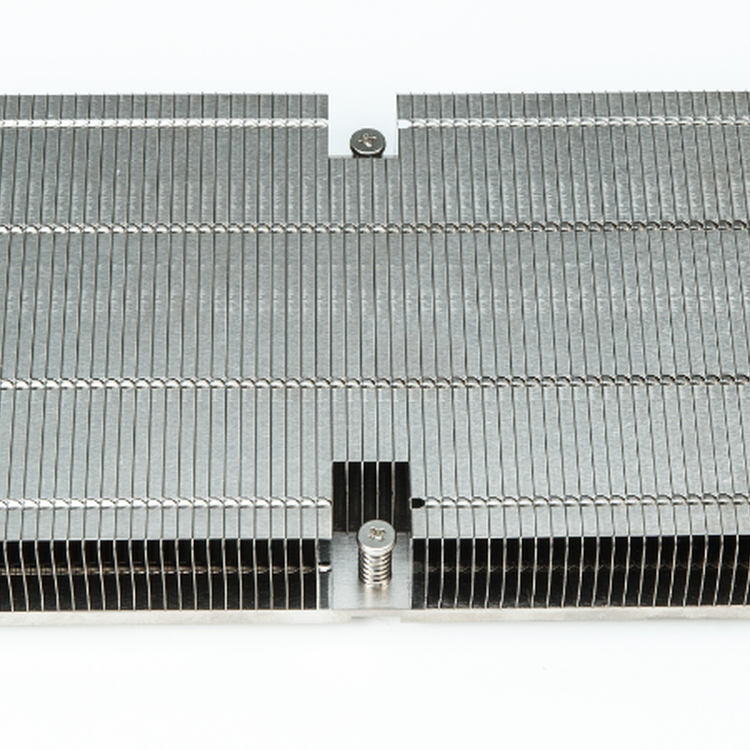
液冷散热 液冷散热的原理是选择热对流或热传导的形式,通过液体的浸泡或流动带走加热元件的热量。常见的液体冷却方法有:浸泡和液体冷却回路。由于电子元件在水中容易损坏,浸泡液为油、氯化物等不易导电的液体,液体冷却回路将电子元件与封闭的液体回路接触,通过液体流动带走电子元件产生的热量,液体通常选择冷水。 热转移的原理是选择热传导的散热方式,将热量从高温物体传递给低温物体。常见的散热技术有:散热器、冷却板和半导体板。半导体板的散热技术是基于帕尔帖的原理,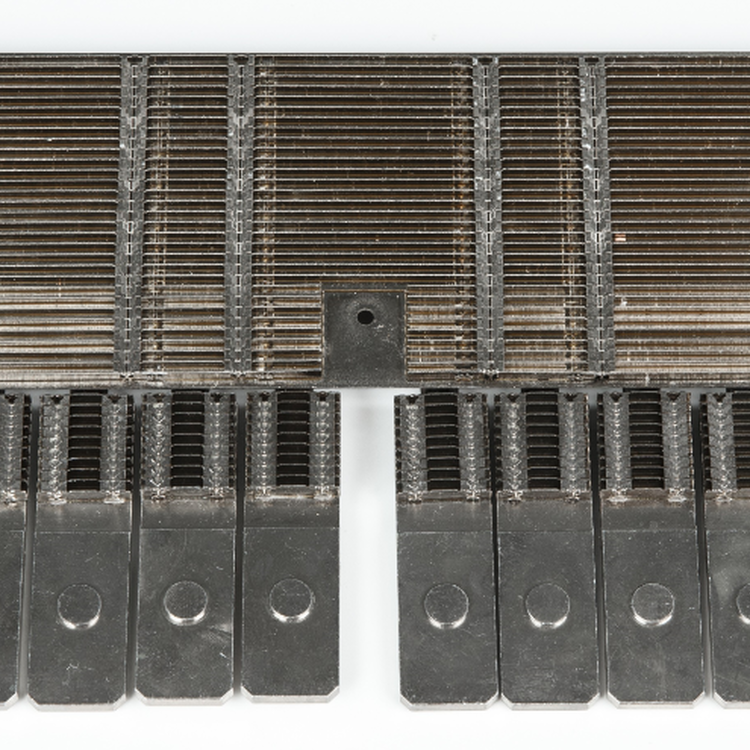
计算机部件中大量使用集成电路。众所周知,高温是集成电路的大敌。高温不但会导致系统运行不稳,使用寿命缩短,甚至有可能使某些部件烧毁。导致高温的热量不是来自计算机外,而是计算机内部,或者说是集成电路内部。散热器的作用就是将这些热量吸收,然后发散到机箱内或者机箱外,计算机部件的温度正常。多数散热器通过和发热部件表面接触,吸收热量,再通过各种方法将热量传递到远处,比如机箱内的空气中,然后机箱将这些热空气传到机箱外,完成计算机的散热。 散热器的种类非常多,CPU、显卡、主板芯片组、硬盘、机箱、电源甚至光驱和内存都会需要散热器,这些不同的散热器是不能混用的,而其中常接触的就是CPU的散热器。依照从散热器带走热量的方式,可以将电脑的散热器分为主动散热和被动散热。前者常见的是风冷散热器,而后者常见的就是散热片。进一步细分散热方式,可以分为风冷,热管,液冷,半导体制冷,压缩机制冷等等。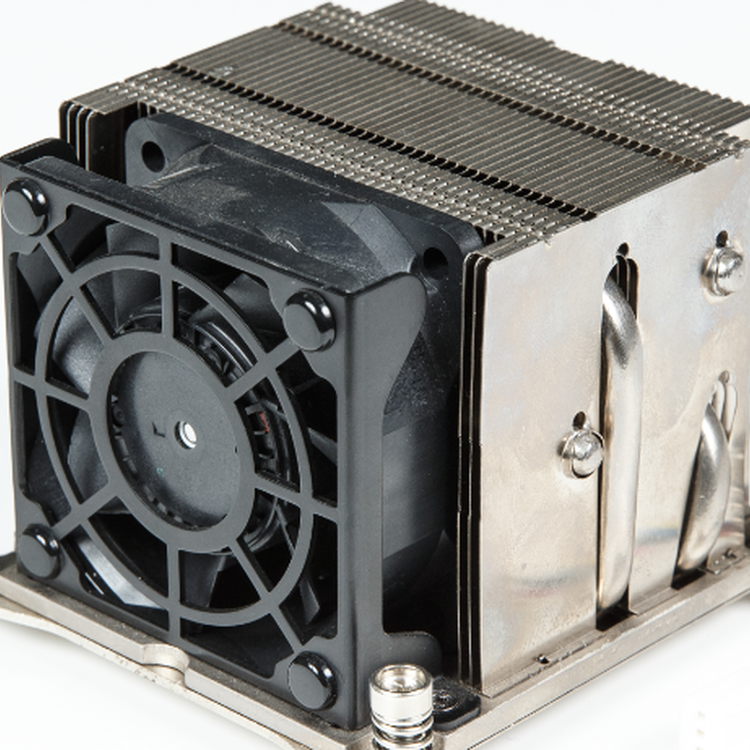
其生产工艺与窑具的生产工艺基本相同,导热性与抗氧化性能是材料的主要应用性能。它的原理是把陶瓷散热器放置在离烟道出口较近、温度较高的地方,不需要掺冷风及高温保护,当窑炉温度为1250-1450℃时,烟道出口的温度应是1000-1300℃,陶瓷换热器回收余热可达到450-750℃,将回收到的的热空气送进窑炉与燃气形成混合气进行燃烧,这样可以降低生产成本,增加经济效益。陶瓷换热器在金属换热器的使用局限下得到了很好的发展,因为它较好地解决了耐腐蚀、耐高温等课题,成为了回收高温余热的佳换热器。经过多年生产实践,结果表明陶瓷换热器效果很好。它的主要优点是:导热性能好,高温强度高,抗氧化、抗热震性能好,寿命长,维修量小,性能可靠稳定,操作简便。是回收高温烟气余热的佳装置。
在考虑了铜和铝这两种材质各自的缺点后,市场部分散热器往往采用铜铝结合制造工艺,这些散热片通常都采用铜金属底座,而散热鳍片则采用铝合金。当然,除了铜底,也有散热片使用铜柱等方法,也是相同的原理。凭借较高的导热系数,铜制底面可以快速吸收CPU释放的热量;铝制鳍片可以借助复杂的工艺手段制成有利于散热的形状,并提供较大的储热空间并快速释放,这在各方面找到了的一个均衡点。
机械式压合方式是将一块直径尺寸大于铝孔径的铜块,通过机械的方式,将其压合在一起,因为铝有延展性,所以铜可以在常温下与铝质散热片结合,这种方式的结合的效果也是比较可观,但有一个致命的缺点就是铜在被挤压进入铝孔的过程中,铝孔内表面容易被铜刮伤,严重影响热的传导。这要通过合理搭配过盈量以及优化设计铜块的形状来避免此类问题的产生。
插齿工艺大胆改进传统的铜铝结合技术。先将铜板刨出细槽,然后插入铝片,利用60吨以上的压力,把铝片结合在铜片的基座中,并且铝和铜之间没有使用任何介质,从微观上看铝和铜的原子在某种程度上相互连接,从而避免了传统的铜铝结合产生介面热阻的弊端,大大提高了产品的热传导能力,并且可以生产铜片插铝座,铜片插铜座等各种工艺产品,来满足不同的散热需求。这种技术明显延长了一部分铜铝结合技术的寿命。