数控钢筋剪切生产线成都市直营店
-
≥ 1台¥62000.00
及时发货
交易保障
卖家承担邮费
数控钢筋剪切生产线成都市直营店

数控钢筋锯切套丝生产线特点: 送料辊道采用PLC控制,式辊道加固定挡板定尺。螺纹钢金属带锯床,具有切削、节能省料、操作简单等特点。本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料。全自动送料辊道,避免原料的二次搬运,钢筋的输送、翻转、传递等全部由机械完成,大幅度了效率。钢筋输送滚采用V 型耐磨辊进行,具有耐磨、减噪音、寿命长等特点。
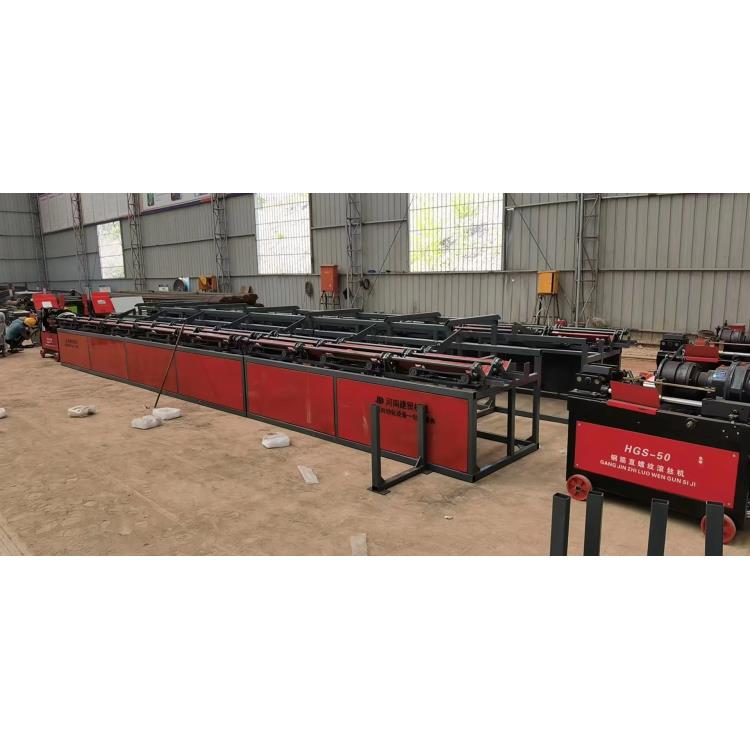
设备优势速度快:待工状态2人可全程生产,正常工况3-6人可生产10-20多节钢筋笼。:机械化作业不受人为因素影响。生产规格多样:各类钢筋笼的生产要求,不受主筋和箍筋和数量、形式、型号、大小、长度等因素的影响。

数控钢筋锯切套丝打磨生产线原理:数控钢筋锯切套丝打磨生产线采用自动输送平台,采用160MM的无缝管,输送轮数量也有所增多,输送轮加粗加大,面更大,输送力更强,输送速度快一倍,大大了工作效率,其他家是110MM的有缝管.定尺板和下料板一体的,加厚到20MM,力度强,更稳固,定尺精度高,下料更快,其他家只有16MM,采用的是45号钢,抗冲击强。

机器上骨架制作;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向,应注意多根主筋焊好后有可能出现偏重,可将骨架在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。
公司设有的中心,拥有一支技术而敬业的技术服务队伍,以“服务是”为宗旨,负责产品售前、售中、售后的服务工作,深受顾客爱戴,公司全体员工以饱满的欢迎新老客户前来洽谈,合作共赢!