无锡摩擦搅拌焊散热器需要联系,搅拌摩擦焊工作原理
-
面议
及时发货
交易保障
卖家承担邮费
摩擦焊接散热器采用两种相同或不同的型材(一般为铝型材或铝合金),(摩擦焊机)采用摩擦焊接工艺焊接,实现超宽结构和密度,满足大功率散热需求。摩擦焊接散热器的形状与型材散热器相同,但尺寸更大,散热功率更高。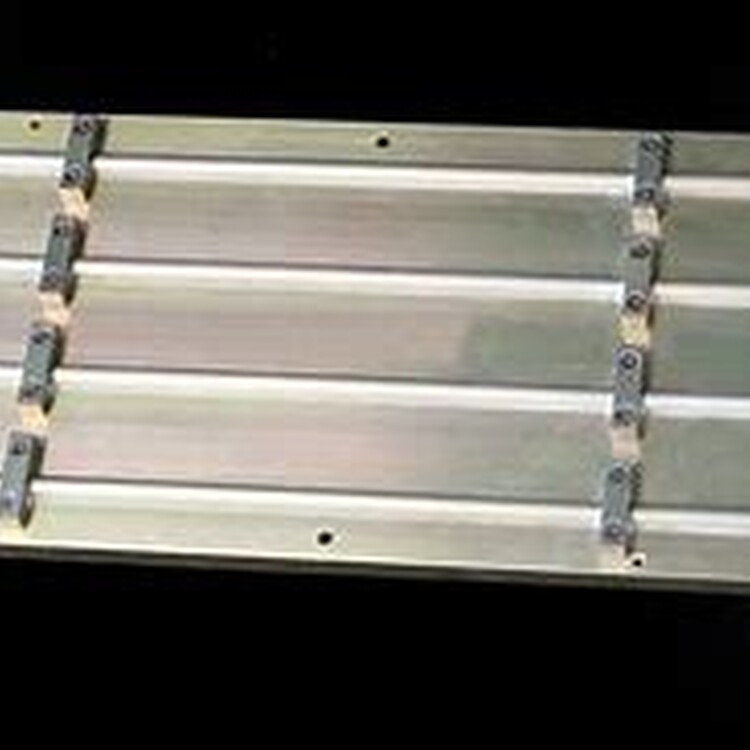
摩擦焊接散热器类型:散热器按换热方式分为辐射散热器和对流散热器。对流散热器的对流散热几乎占,有时称之为“对流器”;与对流散热器相比,其他散热器通过对流和辐射同时散热,有时称为对流和辐射散热“辐射器”。散热器分为铸铁散热器、钢散热器等材料。其他材料散热器包括铝、铜、钢、铝复合材料、铜、铝复合材料、不锈钢铝复合材料和池塘瓷散热器。
采用摩擦焊接的散热器可以处理高倍率超宽型材的技术瓶颈。超宽结构高密度型材采用两个或两个以上型材拼凑而成,模具开发成本低,周期短,稳定性高;依托R&D部门长期积累的数据,我们开发了多种标准型材,不断增加标准型材产品库,为用户提供更多拼凑方案。
铝合金液冷板窄台阶搭接搅拌摩擦焊工艺.冷板基材为6063铝合金,盖板材料A21铝合金.根据不同的焊接深度和窄台阶冷板,制定了窄搭接混合头,降低了轴肩总宽度和焊接压力,增加了材料的流动性.研究发现,4-2(焊缝深度可以通过改善搅拌头的尺寸和工艺参数来实现–台阶宽度,mm),窄搭接混合摩擦焊接6-4和9-6,焊接过程中定位预焊可以有效防止焊缝S型曲线的产生,前侧为6063或3A21时可以建立良好的焊缝。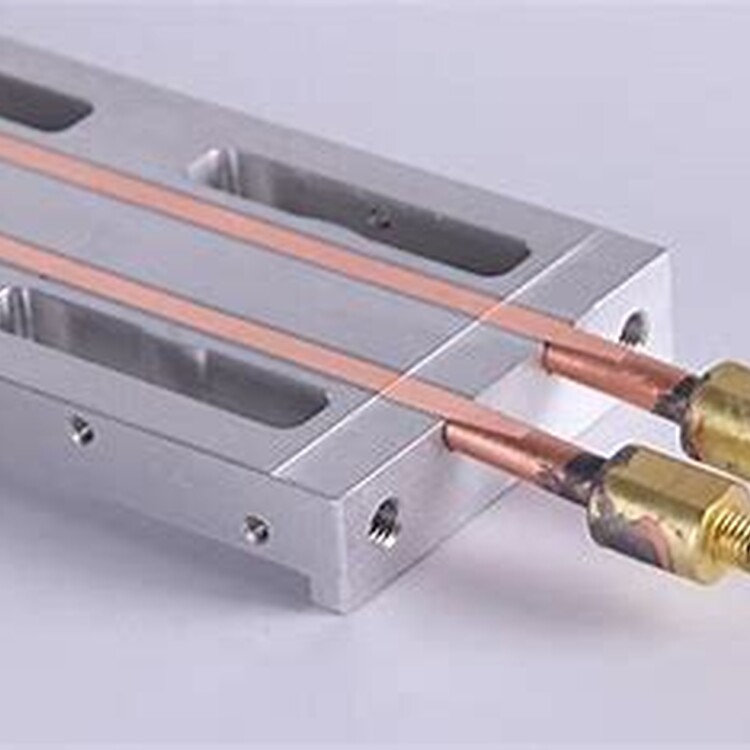
目前,在基础研究、工程技术、设备制造等方面,搅拌摩擦焊正在迅速发展。面对航空航天工业领域的发展计划和需求牵引,搅拌摩擦焊将在未来几年迎来快速发展和应用的高峰.搅拌、摩擦、焊接的应用和推广将提高毛巾囤积工业中铝合金、镁合金等轻合金材料的连接技术实力,进一步增强中国工业产品的竞争力。
液冷板/水冷板散热器 埋铜管工艺选择:
浅埋管工艺:适用单面安装器件,铜管压扁后与铝板同时铣面,充分利于铜管高导热性能带走热量,利用铝的轻量化起到减重及成本控制。
深埋管工艺:适填料为美国进口高导热环氧树脂,双面器件温差要求不高的情况下,可单双面安装器件,因铜管厚度没有进行二次加工,且有填料保护可提供应用的安全性,特别适合冷媒为介质的冷板使用。
焊管工艺:适合铜板+铜管的方式,以此降低板材厚度起到减重效果。
双面夹管工艺:合两面安装器件,工艺简单成本低;铝板+铝管&铜管&不锈钢管。
运用挤压工艺将冷轧钢板过流道立即成形,然后通过机加工方法连通循环系统,一般采用摩擦焊接、纤焊电焊焊接等焊接方法开展密封性,此加工工艺生产,成本费用低;不太适合排热相对密度太大,表层不适宜过多螺丝口而限定水路迈向或减少稳定性。广泛应用于:动力锂电池水冷式散热加热系统、分水镇盒及其规范功率模块一体化排热商品。
新能源技术(充电设备)、新能源技术(车辆)、电力电子技术、开关电源(感应加热设备、电镀电源、后备电源整流器、变频电源、开关电源电路、品开关电源,激光发生器等)、IGBT、SVG、SVC、APF、MOS管、变频调速器、逆变电源、自动焊接设备、广播节目通信、仪表设备、控制箱、调功器、软起动、LED、电子器件、、铁路线、航空航天等。
在太阳能发电装置中,逆变电源的速度是确定太阳能电池电量和蓄电池容量的关键因素。因为一些确保太阳能逆变器收入稳定的关键因素,排热对太阳能逆变器至关重要。文瀚热量致力于太阳能逆变器的排热,运用自主研发的功率大的铲齿生产工艺流程,制造出率相对稳定的热管散热器,为太阳能逆变器的排热提供可靠的,获得了中国众多光伏企业的一致好评。