3pe防腐直埋管口径1020热网供热用3pe防腐钢管3pe防腐直缝钢管厂家
-
≥ 1㎡¥40.00
及时发货
交易保障
卖家承担邮费

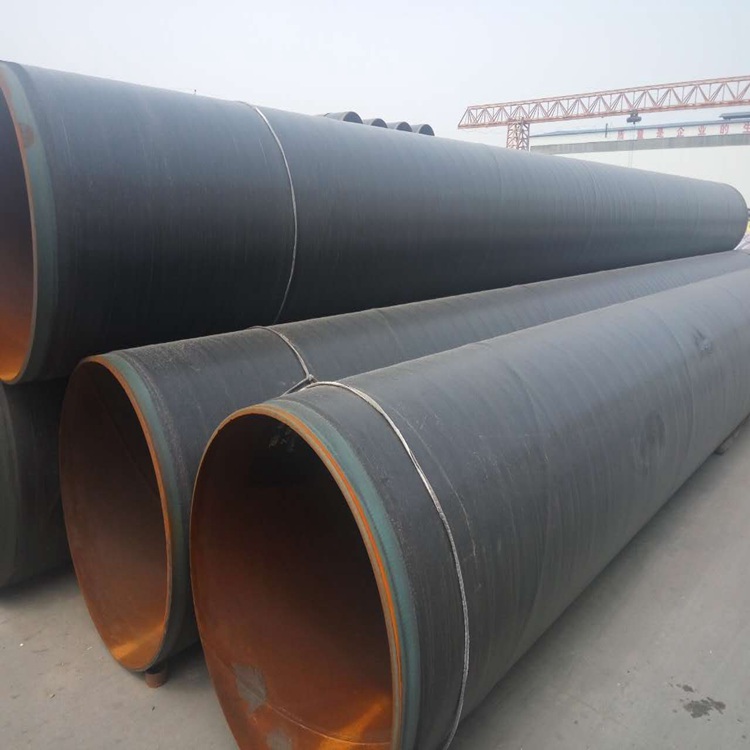
结构由以下三层组成:底层为熔结环氧粉末,厚度≥80μm;中间为胶粘剂厚度170-250μm;面层为挤塑聚厚度约2mm,这种厚度属于普通级,还分加强级和特加强级,防护层总厚度约1.8-3.7mm一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管主要工业用途:螺旋管也称螺旋钢管或螺旋焊管,是将低碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管

螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管,其规格用外径*壁厚表示,焊管应水压试验、焊缝的抗拉强度和冷弯性能要符合规定 加强级3pe防腐钢管结构: 层环氧粉末,二层胶粘剂,三层聚钢管承压能力强,焊接性能好,经过各种严格的检验和使用可靠,钢管口径大输送,并可节约铺设管线的投资,主要用于输送石油、天然气的管线

E防腐钢管涂层厚度行业SY/T0413-2002中对厚度的均匀性没有规定,只规定了涂层的厚度值,E涂层涂敷中如果涂层厚度不均匀,必然会造成材料的浪费常温剥离跟高温剥离,常温剥离一般在室温下进行,要求100N/cm,成型管后冷却到室温,刚的管子拿来测对胶层的要求很高,厂家都可以螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管,其规格用外径*壁厚表示,焊管应水压试验、焊缝的抗拉强度和冷弯性能要符合规定
钢管知识:直缝焊管生产流程:1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的
曲率;4.成型:在JCO成型机上将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,形成开口的"O"形5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;6.内焊:采用纵列多丝埋弧焊在直缝钢管
内侧进行焊接;7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接直缝焊管生产流程:1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的
曲率;4.成型:在JCO成型机上将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,形成开口的"O"形5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;6.内焊:采用纵列多丝埋弧焊在直缝钢管
内侧进行焊接;7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊,成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理