机械加厚超壁厚方管40*80*6
-
面议
及时发货
交易保障
卖家承担邮费
机械加厚超壁厚方管40*80*6
方管生产工艺流程
(1)原材料即带钢卷。焊丝。焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接。采用单丝或双丝埋弧焊接。在卷成方管后采用自动埋弧焊补焊。
(3)成型前。带钢经过矫平、剪边、刨边。表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力。确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来焊缝间隙满足焊接要求。管径。错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接。从而获得稳定的焊接规范。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查。了的螺旋焊缝的无损检测覆盖率。若有缺陷。自动报警并喷涂标记。生产工人依此随时调整工艺参数。及时消除缺陷。
(9)采用空气等离子切割机将方管切成单根。
(10)切成单根方管后。每批方管头三根要进行严格的首检制度。检查焊缝的力学性能。化学成份。溶合状况。方管表面质量以及经过无损探伤检验。确保制管工艺合格后。才能正式投入生产。
Q345B方矩管使用变形的原因是什么
①Q345B方矩管在使用过程中,不应有可能引起试样表面产生局部变形的作用力。
②与试样的一个或多个表面测量量其(如管材千分尺),应符合以下要求:与部件内表面接触的量具的接触面,其半径应小于部件表面的半径;与Q345B方矩管外表面接触的量其的接触面应为平面或半圆形:与部件外表面接触的量其的接触表面的硬度不应低于500 HV(维氏硬度)。
③千分尺应符合《外径千分尺)GB/T 1216的要求;游标卡尺应符合《游标、带表和数显卡尺》GB/T 21389的要求;角度尺应符合《游标。带表和数显角度尺》GB/T 6315的要求。
④指示表式测量仅应符合(指示表)GB/T 1219的要求。
⑤测量仅器可与已经校准过的厚度或长度标样相结合进行测量,即标样与试群测量结果的差异较小时,标样作为测量基准使用。此法建议用于测量大直径或壁厚的试样。
⑥采用卷尺的分度值通常为毫来。当卷尺的两端沿长度方向施加2.5 N的作用力时,其伸长不应超过0.05 mm/m。
⑦对特定限值符合性的检测可使用通规或止规。
⑧也可以使用上述量具以外的其他接触式量。
方管美观工艺的基本方法:
1、将方管的一端用木楔子堵结实。朝下立起(注意:要留外头儿。以方便拨出来)。把用火炒过的砂子(颗粒度不能太大。也不能太不。筛好的建筑用砂合适)趁热用漏斗慢慢灌进去。一边灌。一边用手锤敲打管壁。使干砂子充分填实后。紧紧地打入另一个同样的木楔子。直到干燥的砂子在管中没有任何松动的可能为止。
2、在工作平台上。画出方管大样:外园半径为50+外径/2。内径为50-外径/2。并在开始弯曲处与停止处点焊上掣子。防止煨过头或欠煨。
方管中输送的原料选用中粗砂细度模数2.5以上。含泥量之2%。不得含有杂物。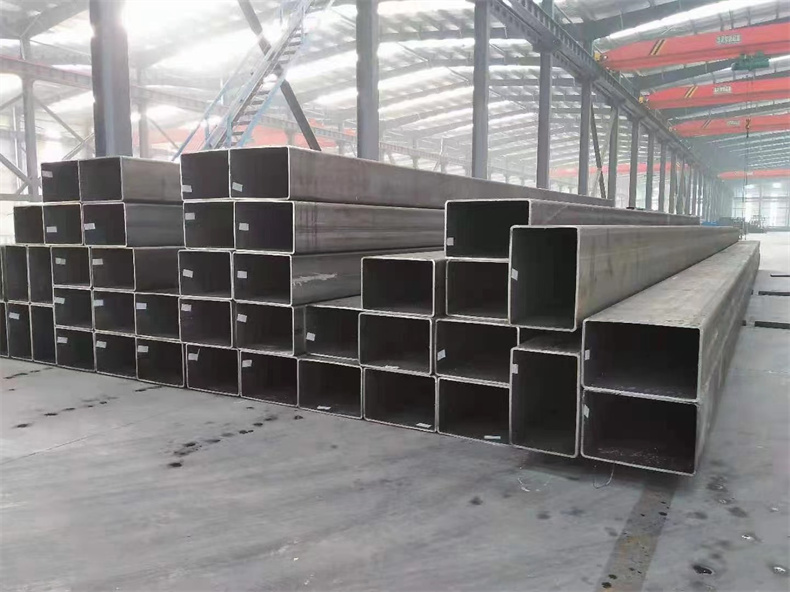 机械加厚超壁厚方管40*80*6为了提高煤比,进行了制粉攻关,通过设备改造,将制粉能力提高到12t/h的水平,喷煤量达到10t/h。高炉煤比由原来的110kg/t提高到140kg/t的水平,为调整高炉燃料结构,以煤换焦,降低燃料比打下了基础。5规范操作根据外围条件和高炉运行状况制定高炉操作方针,要求当班工长严格执行,特别是对炉温下限,料速上限,是关注的,同时,根据铭福的生产特点,原燃料条件稳定,所以给于工长的调剂手段越少越好,减少因为调整造成的炉况波动。
机械加厚超壁厚方管40*80*6为了提高煤比,进行了制粉攻关,通过设备改造,将制粉能力提高到12t/h的水平,喷煤量达到10t/h。高炉煤比由原来的110kg/t提高到140kg/t的水平,为调整高炉燃料结构,以煤换焦,降低燃料比打下了基础。5规范操作根据外围条件和高炉运行状况制定高炉操作方针,要求当班工长严格执行,特别是对炉温下限,料速上限,是关注的,同时,根据铭福的生产特点,原燃料条件稳定,所以给于工长的调剂手段越少越好,减少因为调整造成的炉况波动。