梁山振华回收蒸汽加热反应釜,大兴哪里回收搪瓷反应釜回收10立方不锈钢反应釜
-
¥30000.00
及时发货
交易保障
卖家承担邮费
搪玻璃反应釜广泛地应用于化工、石油、医药、农药、食品等工业。为了搪玻璃设备正常使用,现将其主要性能和安装、使用注意事项说明如下: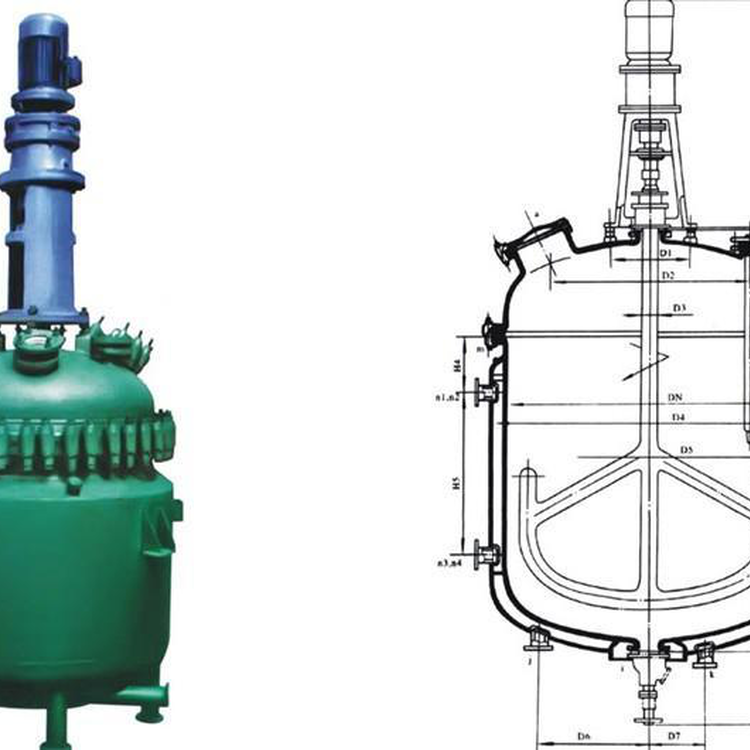
耐碱性:搪玻璃对碱性溶液抗蚀性较酸溶液差。但将搪玻璃试样置于1N氢氧化钠溶液腐蚀,试验温度80℃时间48h。腐蚀速率为6.76g/m.d(优等品指标为7.0g/m.d)。
操作温度:搪玻璃设备加热和冷却时,应缓慢进行。搪玻璃设备使用温度为0-200℃,耐温急变性≥200℃。
搪瓷反应釜经900℃高温焙烧,冷却后搪瓷与钢板粘结在一起。由于搪瓷的线膨胀系数和延伸率小于钢板,因此冷却后搪玻璃的变形量小于钢板的变形量,搪瓷受到钢板的约束产生压应力。搪瓷釜制成后,其搪玻璃即存在预压缩应力,而钢板则存在预拉伸应力。由于预应力与线膨胀系数和延伸率相关,线膨胀系数和延伸率与温度又密切相关,因此搪瓷釜的工作温度对搪瓷釜的使用影响很大。如果因温度变化大而使搪瓷产生的应力超过其使用应力,搪瓷将被破坏。
因此搪瓷釜搪瓷层遇冷、热急变,极易爆瓷。因此搪瓷釜有耐温限制温度200℃,耐温急变冷冲击<11O~C,热冲击<120℃。投料时物料温度与釜体温差太大以及升温时蒸汽过猛、降温太急也能导致爆瓷。因此搪瓷釜在使用中升、降温要缓慢、均匀,分级冷却。。
应力爆瓷主要是由于瓷层和金属坯体的热膨胀系数存在的差异而引起的。在大多数情况下,金属坯体的热膨胀系数大于瓷层的热膨胀系数,这就意味着在常温下瓷层总是存在着残余的应力。残余应力受热膨胀系数差、温度、釉层厚度、基材厚度等因素的影响。搪玻璃设备热残余应力进行了理论计算。瓷层的压应力足够大时,瓷层将会出现剥落。
在釜体加工过程中,由于卷筒、冲压、焊接产生大量的内应力,这些应力在搪瓷前应消除,如消除不会导致搪瓷爆瓷。这种损坏往往发生在投入使用后的头三个月。所以对胚体进行热处理或时效处理能防止一定的应力爆瓷。搪瓷(搪玻璃反应釜)表面硬而脆,机械强度很低,表面硬度比较大,受到冲击力的作用即行破碎。设备在运输、安装的过程中,常常导致搪瓷表面出现脱瓷现象,造成罐体腐蚀而无法使用