临汾实壁排水管PE给水管
-
¥8.50
及时发货
交易保障
卖家承担邮费
聚乙烯PE给水管的连接
1 热熔连接
聚乙烯管道系统的热熔连接方式有热熔对接(包括鞍形连接)和热熔承插连接。热熔承插连接适合于直径比较小的管材管件(一般直径在DN63毫米以下),因为直径小的管材管件管壁较薄,截面较小,采用对接不易确保质量。热熔对接适合于直径比较大的管材管件,比承插连接用料省,易制造,并且因为在熔接前切去氧化表面层,熔接压力可以控制,质量较易确保。从发展动向看,采用热熔对接是主。
试验证明国内生产的聚乙烯管材管件常常采用的材料并不是完全符合标准的管材料,所以在需要用不同品牌和批号的聚乙烯管材管件热熔连接时,建议要先经过试验和检测。在美国PPI手册中介绍了一个比较实用的质量控制办法:每天在现场做一个试验性热熔连接接头,进行‘弯带测试’(不需要设备的破坏性测试)来判断工艺和设备是否需要调整。
2 电熔连接
电熔连接包括电熔承插连接和电熔鞍形连接。 电熔连接的优点是质量可靠(减少人为因素)和施工快捷。近年来随着技术的进步,电熔连接不仅应用到给水用管道系统,排水用管道系统,而且开始应用到较大直径(但是电熔管件的主体市场是直径DN20-250毫米范围)。
从技术路线讲有两大类:一类是先把电热线缠绕在模具的金属芯棒上或者缠绕在预制的聚乙烯薄套上,放入注塑模具内注塑成埋入电热线的电熔管件。其中有电热线半埋入(金属线半露),全埋入(金属线不外露),电热线预先涂复聚乙烯层(金属线不外露)等不同的设计(各有优点和缺点);有全部用机械手自动操作,全部人工操作或部分人工操作的不同的自动化程度。另一类是采用先注塑聚乙烯管件再机械加工布线的工艺路线。
PE给水管熔接技术热熔对接注意什么:
PE给水管已经成为现代生活中和工业制造重要的管材之PE给水管的特性优点很多,不仅具有卫生的效果,还具有使用寿命长、卫生性好等优点,当然为了更好的事先PE给水管的使用效率,进行管道焊接是的,那么在进行PE给水管焊接技术热熔对接的时候要注意什么呢?下面一起来了解一下。
1.加热板温度。这是主要是指加热板表面的温度,在测量温度的时候要充分考虑环境温度的影响,既要确保管材端面迅速熔融,又要确保焊制管件不因温度过高而发生降解。
2.焊接压力。它的主要作用就是对管材进行强制加热,去电管材端面不平整的部分,使管材端面全部与加热板接触,均匀的受热。
3.卷边高度。卷边高度主要来衡量加热压力作用于管材截面的时间。
4.吸热压力。它的主要的作用就是防止管材回弹,使管材紧贴在加热板上,从而来提高加热效果,减少加热时间。加热阶段的时间与焊制管件的横截面积、加热板温度、环境温度都是有关的。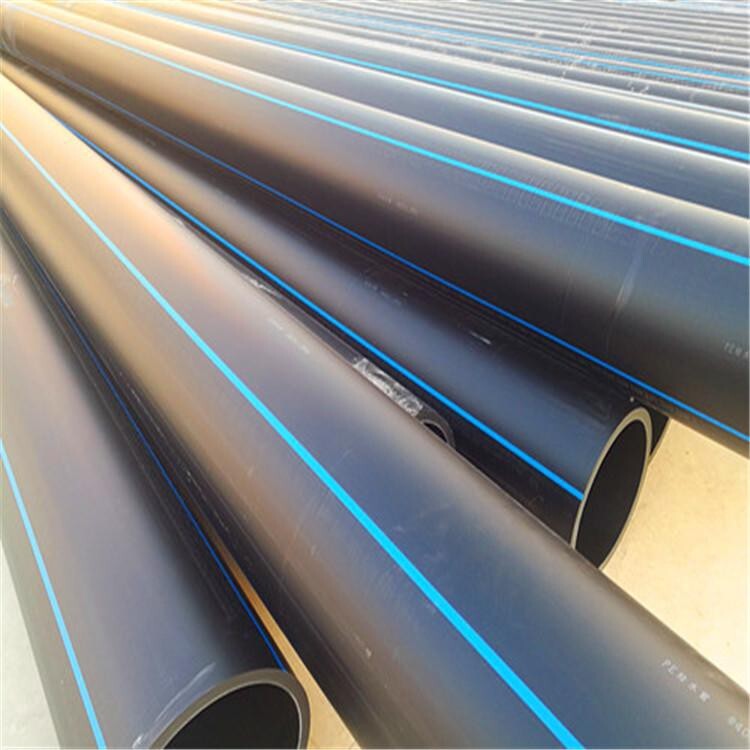
热熔连接质量控制要点
热熔连接因技术要求较高,应注意对接口质量进行外观检查,要求接口处形成均匀的凸缘。造成连接质量问题常见有以下方面的原因,施工中应注意防范:
1、不同材质、品牌、壁厚的管材和管件混用;
2、连接件的端面未保持清洁,对粘有的水或泥土应及时清理;
3、操作人员技能不高,对热熔连接的工艺参数(加热时间,加热温度、连接压力、冷却时间)未按规定要求严格控制;
4、未完全冷却就移动连接件或对连接件施加外力;
5、熔接设备要定期维护保养,确保设备良好的使用状态。