3pe加强级钢管燃气管道支管3pe防腐钢管普通级3pe防腐钢管厂家
-
≥ 1㎡¥40.00
及时发货
交易保障
卖家承担邮费







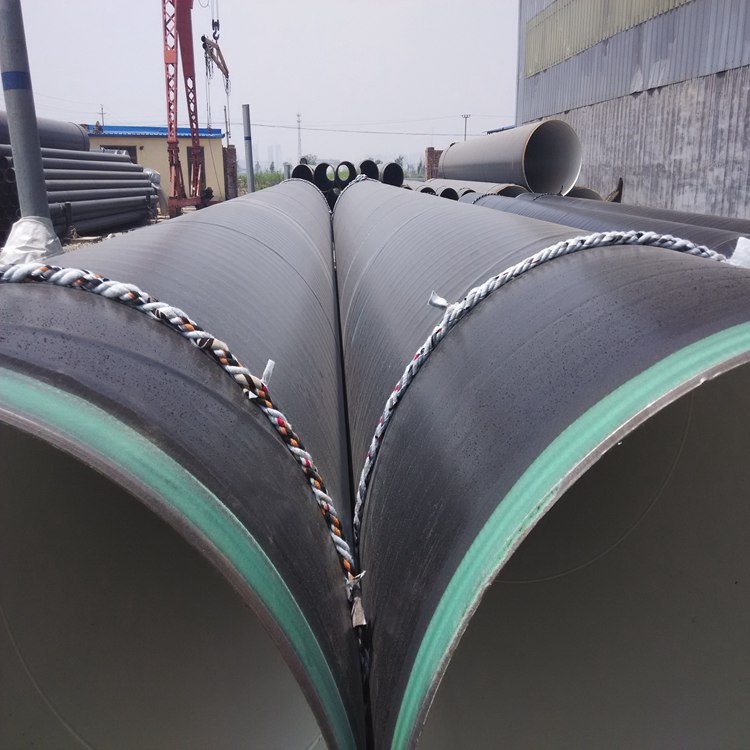
E防腐钢管防腐层在埋地管道同样材质的管道,有的埋在地下几十年不腐蚀,有的几年就发生泄露事故,原因是采取了不同的外防腐将管坯的两个边缘加热到焊接温度后,在辊的下,形成共同的金属晶粒互相渗透、结晶形成牢固的焊缝,螺旋钢管若力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果力过大,将会使熔融状态的金属被挤出焊缝,不但了焊缝强度,而且会产生大量的内外毛刺,会造成焊接搭缝等缺陷距管端203mm以内的焊缝采用射线检验;距管端203mm以外的焊缝采用超声波检验;对头焊缝、补焊及环向焊缝采用超声波检验补焊焊缝、对头焊缝及环向焊缝采用X射线或超声波检验

卷板的合金含量(碳当量)往往低于相似等级的钢板,这也了螺旋焊管的可焊性,更需要说明的是,由于螺旋焊管的卷板轧制方向不是垂直钢管轴线方向(其夹解取决于钢管的螺旋角),而直缝钢管的钢板轧制方向垂直于钢管轴线方向,因而,螺旋焊管材料的抗裂性能优于直缝钢管常温剥离跟高温剥离,常温剥离一般在室温下进行,要求100N/cm,成型管后冷却到室温,刚的管子拿来测对胶层的要求很高,厂家都可以的生产工况便于焊接的控制和几何尺寸的,由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有管口椭圆度和端面垂直度,了现场钢管焊接组对时的组对精度
钢管知识:直缝焊管生产流程:1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的
曲率;4.成型:在JCO成型机上将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,形成开口的"O"形5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;6.内焊:采用纵列多丝埋弧焊在直缝钢管
内侧进行焊接;7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接用作输送用:给水、排水的生产工况便于焊接的控制和几何尺寸的,由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有管口椭圆度和端面垂直度,了现场钢管焊接组对时的组对精度