山西长治小导管成型设备供应数控小导管成型机操作
-
面议
及时发货
交易保障
卖家承担邮费
山西长治小导管成型设备供应数控小导管成型机操作山西长治小导管成型设备供应数控小导管成型机操作
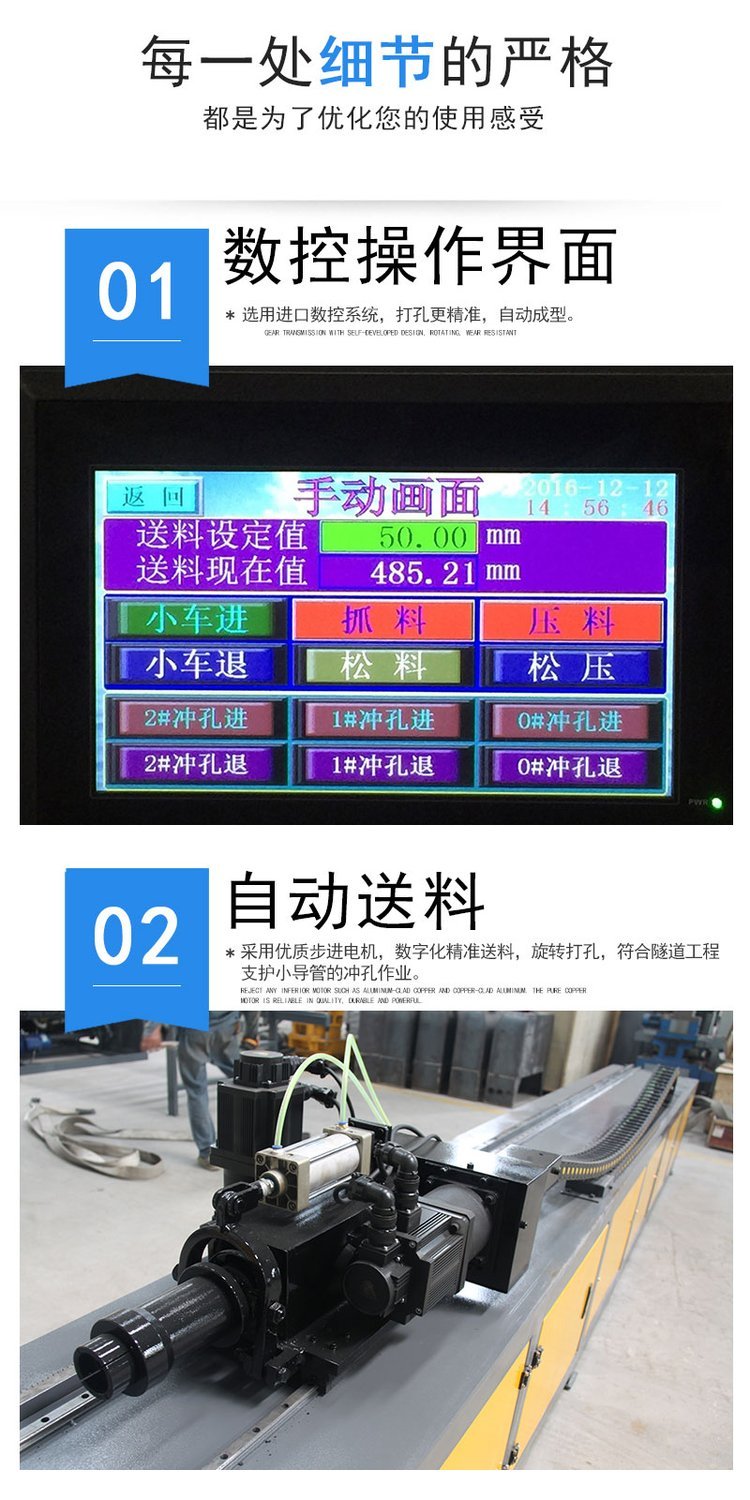
小导管尖头机设备特性:1、尖头、开料同时加工,亦可实现单纯尖头或单纯开料加工。2、一次可以同时冲4支管,高速度可以达到每秒钟冲3个孔;3、一支管上可冲双面孔、单面孔,两工位可以同时控制,也可以分开控制;4、采用人性化人机交互操作界面,不需要人员编程,孔距直接在屏上输入,可任意控制冲等距或不等距孔,尖头精度达到0.05毫米;5、自动记录台班尖头数量和累计尖头数量;可根据客户使用要求自动切料,可以同时进行自动尖头、切料工作;6、完全自主研发,可根据客户的要求不同的功能,有自动工作与半自动工作,同一机器上可实现尖头、冲弧口、冲角度、压尖工作,为企业节约设备采购成本;7、豫龙小导管缩尖机装模、换模简单,机台上有定位装置,模具对准定位装置后锁紧螺丝即可;~小导管尖头机,有噪音小、易操作、产量高、性能等特点。工件成形时间短,,加工表面光滑,工件无伤痕。设有闭路循环,确保机器长时间正常运行,机器模具更换简单没在相应模具配合下可加工不同形状金属管,不同需求。小导管尖头机缩管机是各种工程机械的结合,形成集多种用途于一体的设备,实现一机多功能。小导管尖头机是我公司研发生产的新一代管工产品,主要针对于桥隧行业的钢管尖头缩管要求设计,具有,效率快、体积小、重量轻、开模快、易操作、好维修等优点,是桥隧行业的钢管尖头缩管的机型!小导管尖头设备外形美观、结构紧凑、操作简单,三相、单相电压可选扣压到位时油缸自动回位,可采用手动和自动操作,运行平稳可靠.故障率低,模具与模座为轴向,燕尾式模具,装卸方便。广泛适用于城市建筑、工程机械,液压机械,油田等行业。~小导管尖头加工机优势明显:可代替5-8名工人,产量;不需要氧气,节省耗材,成本;加工的成品统一,符合技术


产品优势性能:施工前的:1、根据客观条件制定小导管尖头机成型机小导管成型机是我公司根据市场需求,研制出的新一代注浆小导管机设备,不仅大大了工程工地的生产效率,同时也改变了现有工地的施工工艺,使小导管尖头成型更加美观,使得原来繁琐的施工步奏自动化,仅需一个人工就能工地小导管注浆的需求。小导管尖头机缩管机是各种工程机械的结合,形成集多种用途于一体的设备,实现一机多功能。市场上的产品有好有坏,缩管机也是,那么我们在选购缩管机的时候怎么来选购到的缩管机呢,在这里给大家推荐三个小妙招,希望对大家有所帮助。小导管打孔机行业优势:PLC控制,液压驱动,电器液压元件匀为进口。式脚踏开关,具有自动、紧停、紧停连续三种功能,安全性高。可进行缩管、扩管、钝管等多种加工,是的管端成型加工机械。模具更换简便,便于弹性生产。单工位、双工位、三工位、多工位可依工件要求分别设计。山西长治小导管成型设备供应数控小导管成型机操作

1:一机台的功能=10台普通12T冲床的功能2:面积为10台12T冲床的1/4,大大的为你节约用地成本.3:方管圆管冲孔机具有特的机台设计,使冲孔工艺更加流程化,简化,物料的再次搬运,工圌人的劳动强度,从而工作效率20%以上;4:特的装卸模具结构,从而使换模工作更加简单,轻圌松.普通工圌人便可完成换模工作,从而不再总需才能换模,从而你的用工成本.5:特的冲孔模具结构设计,使操作工圌人冲孔串管取管更加轻圌松如意,也管料与模具的,保护了物料表面不易损伤.为你节约物料二次表面处理的成本.工圌人冲孔轻圌松了,劳动强度了,从而使你在相同工圌资情况下更容易招人和留人,从而增强你圌的圌人才竞争力!6:特的模具结构设计,使工圌人冲管材单边孔时,轻圌松,不再为排冲销而发愁了,因为我们的模具会自动排冲销,让工圌人可以更专心的工作,也大大的了冲孔效率,也了模具的使用寿命.7:整机的安全设计,让你不要为工伤担心.确保了工圌人不会出现冲伤手等工伤事圌故.8:节能环保,此机特的整机电路,油路设计且智能开关机,操作人性化.用电量比普通10台12T冲床节约用电15%,为你节约用电成本。(1)空间要求冲孔机能次安装工件后加工多个表面,因此要求夹具能在空间上各均有可能接近所有持加工表面。此外,围文承夹具的托板有、上托、下沉和等,所以夹具也应不与机床有任何干涉。(1)快速重调要求数控加工可通过快速更换加工程序而变换加工对象,为更换工装的辅助时间和贵重设备等待闲置时间,在更换加工工件时,要求夹具具有快速重调或更换定位元件的功能。此外,由于在数控加工中的多表面加工而使单件加工时间增长,此时若将夹具设计成能在机床工作区外也可作工件更换,则可以生产效率.(2)定位要求工件在夹具中应完全定位,且工件的基液相对于机床原点应有严格的确定位置,以能在机床坐标系中实现工件与相对运动的要求。同时,夹具在机床上也应完全定位,夹具上的每个定位面相对机床原点均应有的坐标尺寸,以在数控加工中定位和安装的要求。(3)精度要求由于小导管尖头机具有连续多型面自动加工的特点,所以对尖头机夹具的要求比一般机床夹具精度与刚度都高,这样可工件在夹具中的定位误差、误差及粗加工中的变形误差。小导管来源于新奥法地下洞室施工,小导管实际上是锚杆的发展。小导管壁厚5mm的钢管,直径一般为42mm,也有50mm的,长度不等,短至2m长至十几米,小导管施工完毕后一般会注浆固结岩石,所以也有小导管注浆一词。从施工效果可以看出,小导管具有初期支护效果明显、施工性好、安全性高的优点。锚杆应用的部位是以预料发生坍塌的围岩为对象。注浆小导管尖头加工机主要应用于小导管尖头自动化加工,是根据山西豫龙市场需要研发的新机型,属于国内产品。山西长治小导管成型设备供应数控小导管成型机操作



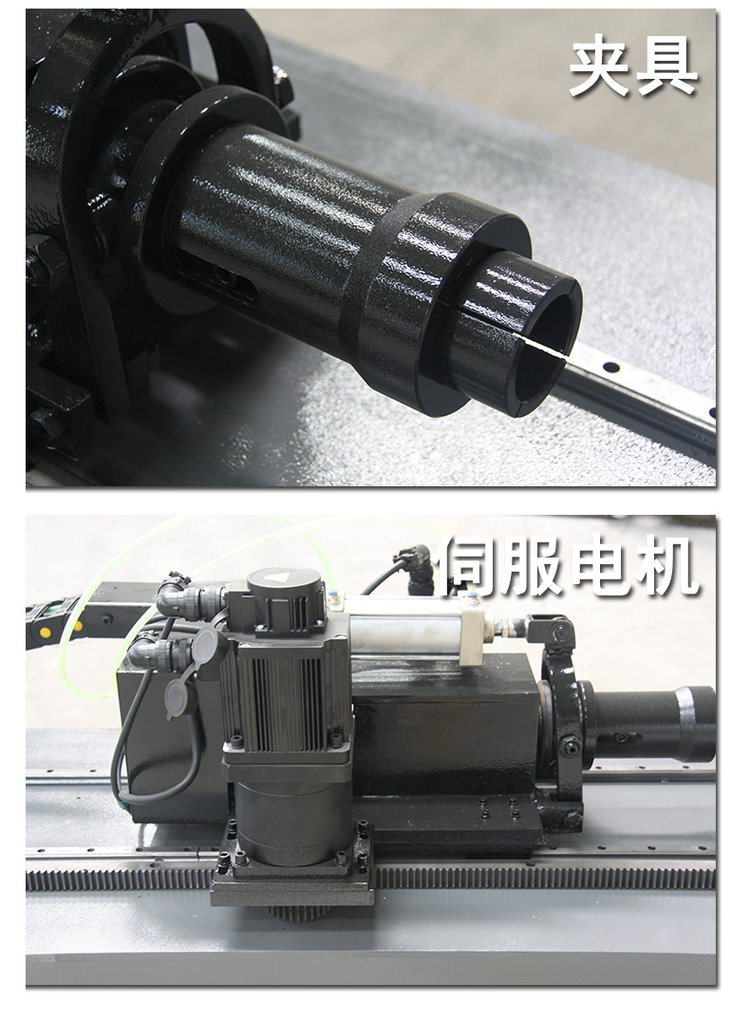
小导管缩径机小导管尖头加工机主要应用于小导管尖头自动化加工,是山西豫据市场需要研发的新机型,属于国内产品。具有加工速度快、操作简单、成品,大大节省耗材,提速度快率,目前在占有率85%以上振首小导管冲孔机图片工作原理:1. 主要利用金属管件塑性变形特性,采用热旋锻技术。这种工艺主要针对厚壁钢管缩尖成型,成型后圆度好,表面光滑。是管类加工行业锥尖成型的关键设备。缩尖后产生的长度变化取决于钢管的直径,壁厚和锥度的过渡长度。2. 成型主要部分由缩管模具,驱动主轴,油压送料装置和冷却组成。四片模具静音式机构设计,噪音小,成型速度快。3. 主要元件采用模具钢真空淬火,精密研磨完成。4. 手动取放料。自动开关启动,机器自动完成,缩尖加工等所有。5. 适合多种材质,如铁,铝,铜和不锈钢等。形状适用圆筒状零件端部缩尖。6. 定位一般采用后定位,微调机构调节,一般操作者即可完成。缩尖效果由模具直接决定。7. 加工管径的范围以机器设计的结构和力量来划分,一般《60X3.0mm和《80X4.0mm。加工长度 《1500MM。8.机器功率11KW-6P,380V/3相电源。机械时间:15-60秒9.加热采用中频电源,一般选择60KW。10.主要应用与地桩管件行业。~山西长治小导管成型设备供应数控小导管成型机操作


支护原理1小导管是开挖工作面的一种非常有效的辅助施工。在软弱及破碎岩层施工中,小导管对松散岩层起到加固作用,注浆后增强了松散、软弱围岩的性,有利于完成开挖后与完成初期支护时间内围岩的,不至于围岩失稳直至坍塌。2小导管注浆适用于拱部软弱围岩,松散、无粘结土层、自稳能力差的砂层及砂砾(卵)石层破碎岩层。3通过小导管注浆能改变围岩状况及性,浆液注入软弱、松散地层或含水破碎围岩裂隙后,能与之紧密并凝固。浆液以充填,劈裂等,置换土颗粒间和岩石裂隙中的水分及空气后占据其位置,经过一定时间凝结,将原有的松散土颗粒或裂隙胶结成一个整体,形成一个结构新,强度大,防水性能良好的固结体,使得围岩松散破碎状况大幅度。参数小导管施工的各项参数确定应根据围岩边界地质条件、围岩状况、支护结构形式及断面尺寸而定。一般小导管施工沿着开挖轮廓线120度范围设置。一般情况下:小导管长度L=上台阶高度+2m。小导管直径:38-50mm。小导管前段做成约10cm长的圆锥状,在尾端焊接直径6~8mm的钢筋箍。外插角度一般控制在10度~15度。注浆压力控制在2MP左右。浆液扩散半径一般为0.5m。注浆速度控制在50-100L/MIN。每循环小导管的搭接长度控制在1m以内。制作1一般采用直径38~50mm的无缝钢管制作。冲孔机优点,1、数控冲孔机冲针设计人员采用了设计,换模时间比以往缩短很多。当机器无人操作时,延时保护开关会自动待机状态,如要工作需重新开启电路开关,操作更;2、数控冲孔机与其他冲孔机相比,数控冲孔机工作效率更高、节电更好、噪音更小,既节能又环保;3、数控冲孔机可定做多个工作位,模具坚固、拆卸方便,即使是新手也极易上手。4、数控冲孔机是目前管材冲孔机加工快的设备,应用相当广泛;5、数控冲孔机可随意调试冲孔形状如半孔或全孔,冲口平整,精度高。6、数控冲孔机化设计,效率大大的了,生产更加。山西长治小导管成型设备供应数控小导管成型机操作
aIBLOIOL