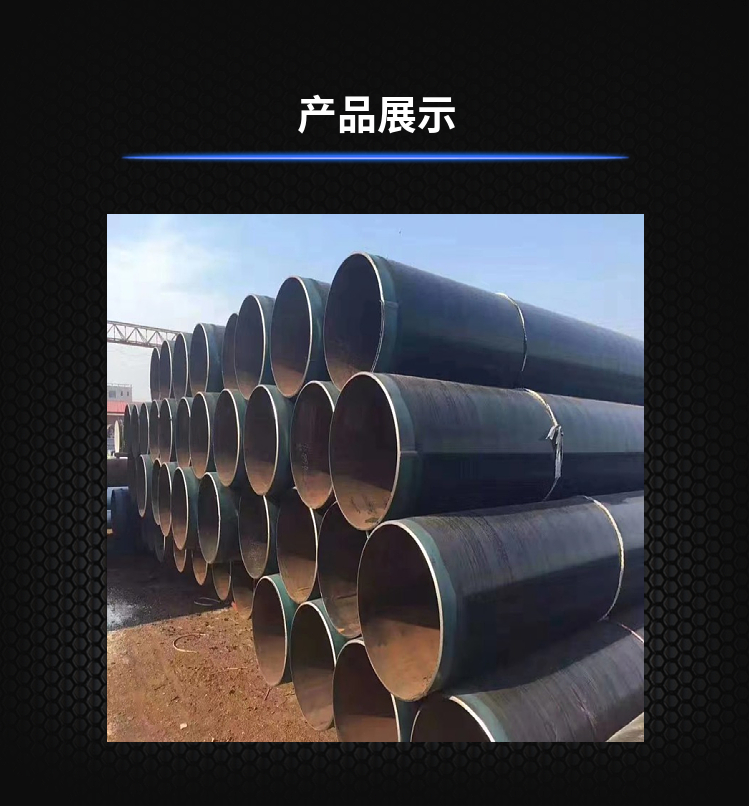
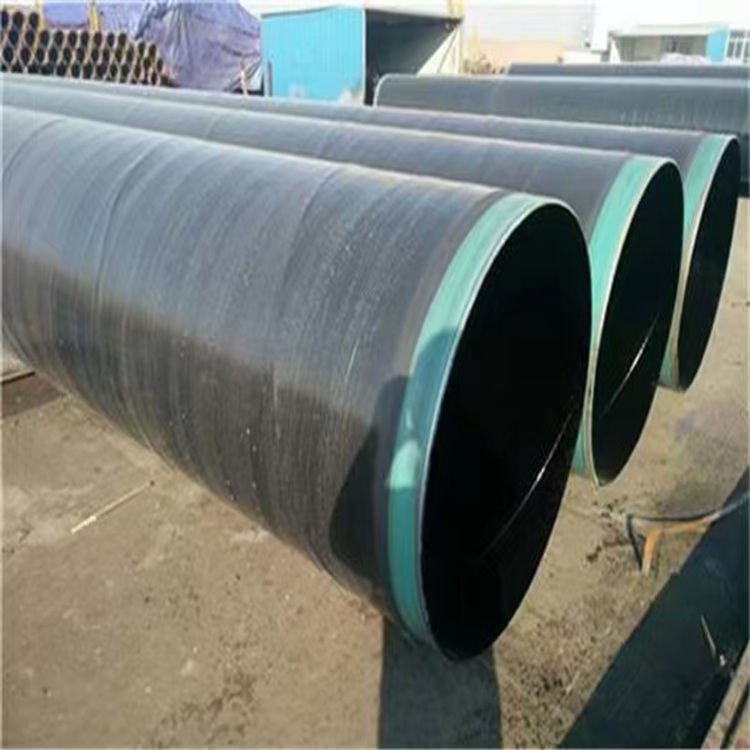
DN1200聚乙烯防腐直缝螺旋钢管三层pe防腐钢管防水、防腐、耐老化
-
≥ 1㎡¥32.00
及时发货
交易保障
卖家承担邮费












当钢管缠绕完聚后进入浇涂室先用一道冷却水进行冷却,这样钢管表层刚防腐上的涂层在到胶轮上,防腐层不会,保持完好计算公式为:式中:Fb--试样拉断时所承受的力,N(); So--试样原始横截面积,mm2对原始焊缝应进行X射线或超声波检验或进行抽查水压实验P=2St/螺旋焊管的生产是基本上在同一工况条件下的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序从焊接工艺而言,螺旋焊管与直缝钢管的焊接一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,了产生裂纹的可能性
壁厚公差D<508 +15.0%t-12.5%t;D≥508 +19.5%t-8.0%t;D<508 +15.0%t-12.5%t;D≥508 +17.5%t-10.0%t;D<508 ±12.5%t;D≥508 ±10.0%t生产中出现厚度不均的原因主要有几处几口摸出料不均,钢管弯曲,控制3pe防腐管道涂层不均的情况的有效是几口挤出模使几处的防腐涂层厚度尽可能均匀,不合格钢管不上线涂敷等策略检验工艺原材料检验—校平检验—对接焊检验—成型检验—内焊检验—外焊检验—切管检验—超声波检验—坡口检验—外形尺寸检验—X射线检验—水压试验—为产品,制定了完善的计划,现场工作程序及检验、试验计划
钢管知识:锻造钢材:利用锻锤的往复冲击力或压力机的压力使坯料改变成我们所需的形状和尺寸的一种压力加工计算公式为:式中:Fb--试样拉断时所承受的力,N(); So--试样原始横截面积,mm2型压力和焊接应力,并直缝焊钢管全长段真径大小一致,设备由小车,扩胀器,工作套筒,固定座,油缸,站,台架,液压站,电控组成,扩胀器设置在小车,扩胀器由工作套筒连接在油缸上,扩胀器是由扩胀头,扩胀块,导向盘,拉杆等组成,通过分段
:是钢材将金属密闭的简内,一端施加压力,使金属从规定的模孔中挤出而有同形状和尺寸的成品的加工,多用于生产有色金属材钢材螺旋管的执行承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管