锻打工艺17Cr2Ni2Mo齿圈锻造厂家
-
≥10-100件¥5.00
-
5-10-10-100件¥5.00
-
1-5-5-10件¥6.00
及时发货
交易保障
卖家承担邮费
锻打工艺17Cr2Ni2Mo齿圈锻造厂家
锻打工艺17Cr2Ni2Mo齿圈锻造厂家
我公司能为用户提供:各种规格热锻、热轧特殊钢材料,圆钢、方钢、扁钢、锻件、模块、卷板、钢丝。
锻打工艺17Cr2Ni2Mo齿圈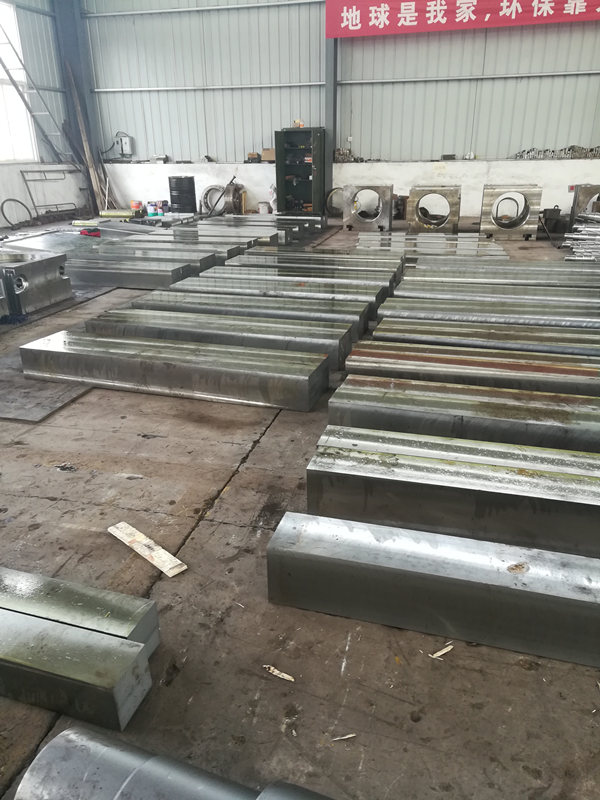
生产规格:6.5MM-1000MM,长度可按照用户要求定尺、不定尺长度交货。
各种锻件:台阶轴、筒形件、饼形件、环形件、模块、三通阀体、以及其他异型铸件、锻件等。
冶炼工艺:EAF电弧炉+LF钢包精炼炉+VD真空精炼炉/非真空感应炉/+ESR电渣炉等。
交货状态:热锻/热轧+退火/正火/回火/调质(淬火+回火)/预硬/固溶/时效/缓冷等。
表面处理:黑皮/冷拉/磨光/剥皮/粗车/铣光/精加工等。
探伤检测:按GB/T4162、GB/T6402、JB/T5000等或按照用户要求的探伤标准,确保通过超声波探伤。
交货周期:合同生效7-30天内,或按照用户要求时间交货。
材料执行标准:GB/T3077-99、军标、美标、英标、德标、欧盟标准以及各种企业标准,可根据客户提供的标准定产。
锻打工艺17Cr2Ni2Mo齿圈锻造厂家
为了降低磨矿成本和防止产生过磨、泥化现象,试验工艺流程采用阶段磨矿、弱磁选一强磁选工艺流程,原矿一段磨矿至-.74mm占75%,采用1次弱磁选,1次强磁选抛尾,1次弱磁选,1次强磁选粗精矿再磨矿至-.37mm后,进行2次弱磁选,2次强磁选抛尾。根据此工艺试验选用的弱磁选机为普通磁感应强度.16T磁选机,强磁选机采用SLon立环脉动高梯度磁选机,一段磨选的试验结果见表4。从表4可见,原矿采用一段磨矿、1次弱磁选、1次强磁选作业抛尾,综合铁精矿品位可达到44.2%,产率59.16%,回收率85.89%,可抛去4.84%的尾矿,大幅减少二段再磨矿量,抛尾效果较好。