揭阳工控散热器厂家电话,工厂散热器
-
面议
及时发货
交易保障
卖家承担邮费
将机械或其他器具在工作过程中产生的热量及时转移以避免影响其正常工作的装置或仪器。常见的散热器依据散热方式可以分为风冷,热管散热器,液冷,半导体制冷,压缩机制冷等多种类型。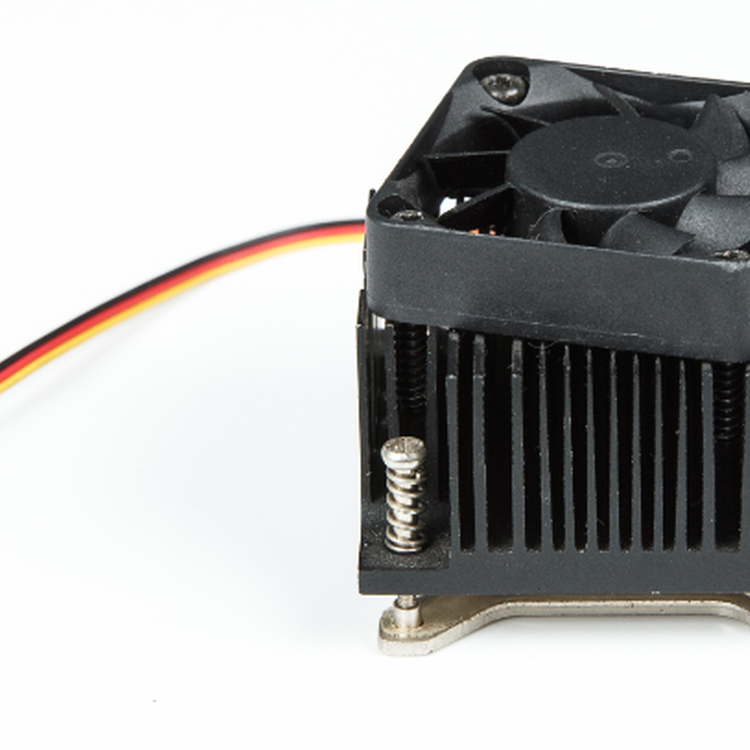
散热片材质是指散热片所使用的具体材料。每种材料其导热性能是不同的,按导热性能从高到低排列,分别是银,铜,铝,钢。不过如果用银来作散热片会太昂贵,故好的方案为采用铜质。虽然铝便宜得多,但显然导热性就不如铜好(大约只有铜的百分之五十多点)。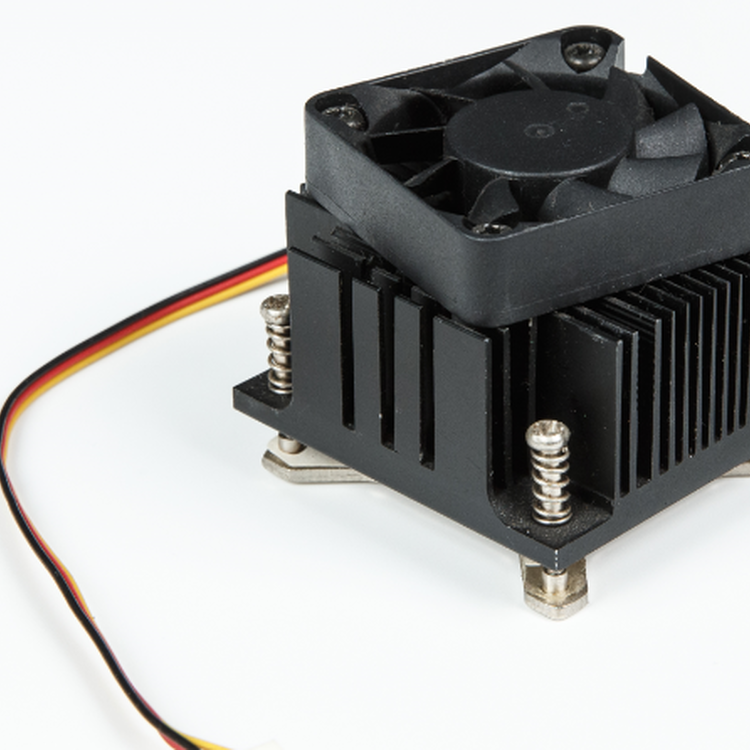
当热量传到散热器的顶部后,就需要尽快地将传来的热量散发到周边环境中去,对风冷散热器而言就是要与周围的空气进行热交换。这时,热量是在两种不同介质间传递,所依循的公式为Q=α X A X ΔT,其中ΔT为两种介质间的温差,即散热器与周围环境空气的温度差;而α为流体的导热系数,在散热片材质和空气成分确定后,它就是一个固定值;其中重要的A是散热片和空气的接触面积,在其他条件不变的前提下,如散热器的体积一般都会有所限制,机箱内的空间有限,过大会加大安装的难度,而通过改变散热器的形状,增大其与空气的接触面积,增加热交换面积,是提高散热效率的有效手段。要实现这一点,一般通过用鳍片式设计辅以表面粗糙化或螺纹等办法来增大表面积。
纯铝散热器是早期为常见的散热器,其制造工艺简单,成本低,纯铝散热器仍然占据着相当一部分市场。为增加其鳍片的散热面积,纯铝散热器常用的加工手段是铝挤压技术,而评价一款纯铝散热器的主要指标是散热器底座的厚度和Pin-Fin比。Pin是指散热片的鳍片的高度,Fin是指相邻的两枚鳍片之间的距离。Pin-Fin比是用Pin的高度(不含底座厚度)除以Fin,Pin-Fin 比越大意味着散热器的有效散热面积越大,代表铝挤压技术越。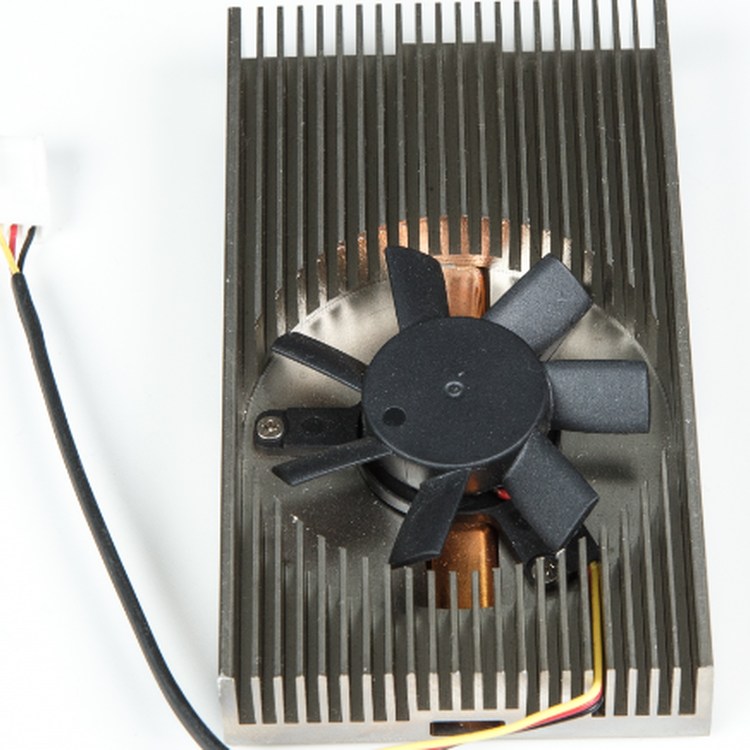
扦焊是采用熔点比母材熔点低的金属材料作为焊料,在低于母材熔点而焊料熔点的温度下,利用液态焊料润湿母材,填充接头间隙,然后冷凝形成牢固接合界面的焊接方法。主要工序有:材料前处理、组装、加热焊接、冷却、后处理等。常用的扦焊方式是锡扦焊,铝表面在空气中会形成一层非常稳定的氧化层(AL2O3),使铜铝焊接难度较高,这是阻碍焊接的大因素。要将其去除或采用化学方法将其去除后并电镀一层镍或其它容易焊接的金属,这样铜铝才能顺利焊接在一起。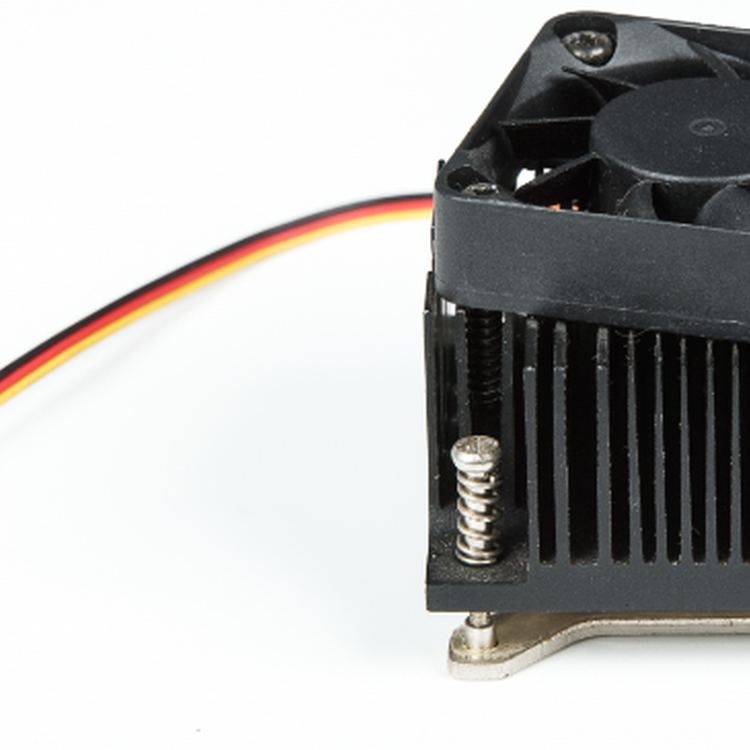
贴片工艺的在于控制好铜、铝平面度和粗糙度以及锁螺丝的扭力等因素,即可得到一定的效能提升,是一种不错的铜铝结合方式。如果使用的导热介质性能低劣,或是铜块平整度不良,热量就不能顺利地传导至铝的散热片表面,使散热效果大打折扣。另外,螺丝的锁合力和铜材的纯度不够,都是不良的影响因素。