PE给水管的价格会受到一些因素的影响而发生改变,从而大家在选购该管材时一定要结合这些影响因素来判断当前的产品价格是否合理,避免上当受骗而多花冤枉钱。那么能够影响PE给水管价格的因素是什么呢?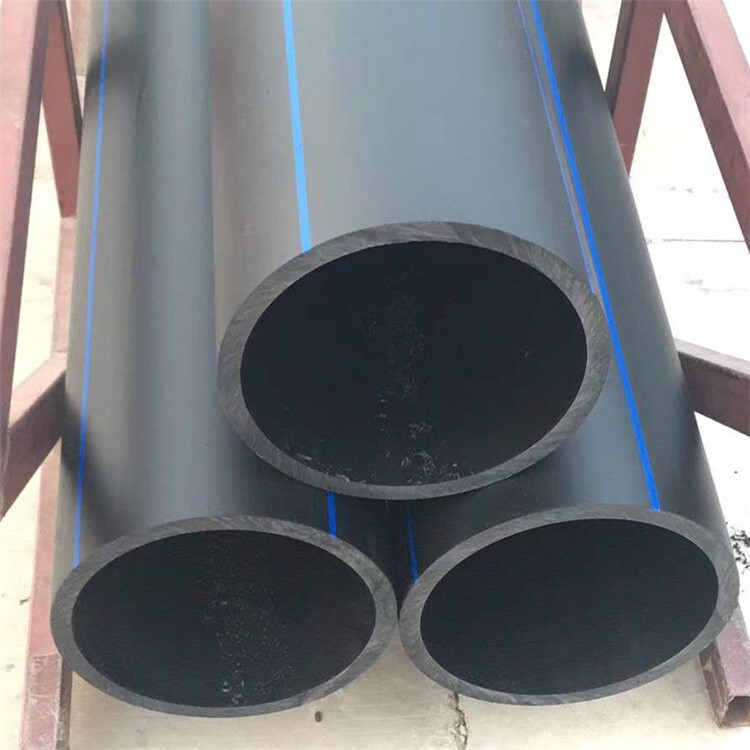
PE给水管的价格都与原材料有着直接的关系,如果原材料价格比较便宜,那么,PE给水管的产品肯定也会比较便宜,当产品的原材料价格有所波动,产品的价格肯定也会有波动。一些使用的原料是再生料,这样的价格方面会比较便宜,再生料制作的PE给水管并不会对其本身质量造成很大的损失。
pe给水管方法:
1、PE给水管可以选择蓝管或黑管挤出蓝条,通常,后者具有更好的抗紫外线性和性。
2、PE给水管不可公布应用,公布应用时也提议选用套管维护。
3、在运输和存储过程中,应保护聚乙烯管道免受阳光直射,并且现场放置时间应非常短。
PE给水管,使用PE(聚乙烯)材料,由于其强度高、耐腐蚀、等特点,被广泛应用于给水管制造领域,因为PE给水管不会生锈,所以,是替代普通铁给水管的理想管材。PE给水管执行产品国家标准:GB/T 13663-2000《给水用聚乙烯(PE)管材》。
使用规定:
一般规定
①管材、管件应具有质量检验部门的产品质量检验报告和生产厂的合格证。
②管材存放、搬运和运输时,应用非金属绳捆扎,管材端头应封堵。
③管材、管件存放、搬运和运输时,不得抛摔和剧裂撞击。
④管材、管件存放、搬运和运输时,不得曝晒和雨淋;不得与油类、酸、咸等其它化学物质接触。
⑤管材、管件从生产到使用之间的存放期不宜超过一年。
粘接方法:
1.管材、管件粘接前,应用干布将承口侧和插口外侧擦拭处理,当表面粘有油污时须用丙酮擦拭干净。
2.管材断面应平整、垂直管轴线并进行倒角处理;粘接前应画好插入标线并进行试插,试插深度只能插到原定深度的的1/3~1/2,间隙过大于时严禁使用粘接方法。
3.涂抹粘接剂时,应先涂抹承口内侧,后涂抹插口外侧,涂抹承。
口时应顺轴向由里向外均匀涂抹适量,不得漏涂或涂抹过量(200g/m2)。
4.粘接剂涂抹后,宜在1分钟内保持施加的外力不变,保持接口的直度和位置正确。
5.粘接完毕后及时将挤出的多余粘接剂擦净,在固化时间内不得受力或强行加载。
6.粘接接头不得在雨中或水中施工,不得在5℃以下操作。
7.连接程序:准备→清理工作面→试插→刷粘接剂→粘接→养护。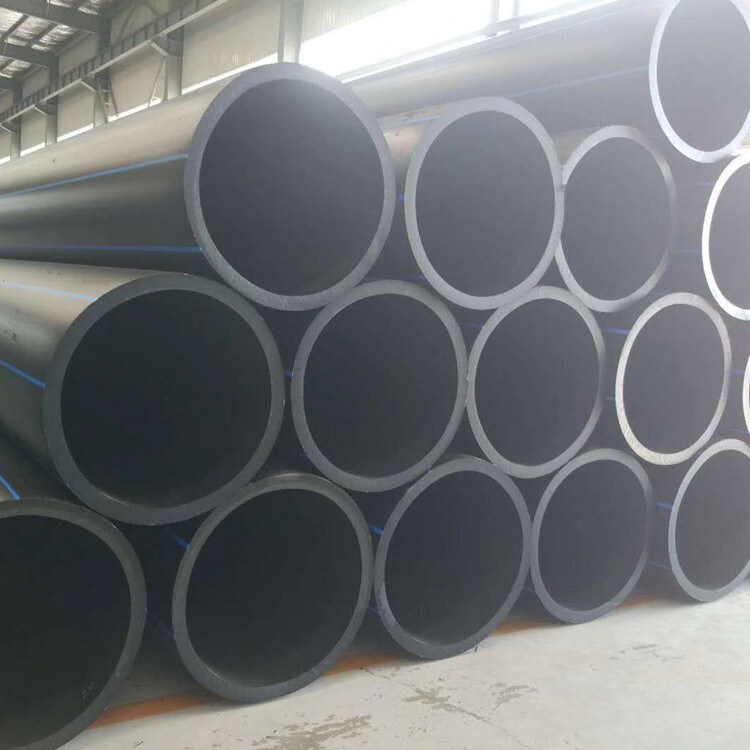
PE给水管的焊接步骤:
(1)PE给水管焊接时,将两管轴线对中,先将两管端部点焊固定.
(2)PE给水管与法兰盘焊接,应先将给水管插入法兰盘内,点焊后用角尺找正,找平后再焊接.法兰盘应两面焊接,其内侧焊接不得法兰盘封闭面.
(3)PE给水管壁厚在5mm以上时,应切割坡口,充分焊透.坡口成形可采用气焊切割或坡口机加工,但应清除渣屑和氧化铁,并用锉刀打磨,直至露出金属光
(4)钢管切割时,其割断面应与管子中心线垂直,以管子焊接完毕的同心度.
(5)法兰要垂直于管子中心线,表面要互相平行,法兰衬垫不得凸入管内,连接法兰的螺栓规格应与法兰配套,螺杆凸出螺母长度不得大于螺杆直径的1/2.
(6)焊接给水管时,管子接口要清除浮锈、污垢及油脂.
(7)法兰衬垫要按照图纸和规范要求选用,冷水系统采用橡胶垫,热水系统采用石棉橡胶垫.
技术要求:
1、熔接:热熔连接时,温度到210±10℃,应注意避免过火烧焦。
2、埋地:在管沟内工作时,考虑必要的安全措施。
3、测试:推荐以水为压力测试介质,在测试时,应采取措施防止管道运动或损坏。
4、定位:聚乙烯材料不能被磁性定位设备所控制,可采用其它方法检测聚乙烯管线,包括示踪线、标示带、检测带、画线标示、电子标示系统和声控管线示踪方法进行探测。
5、气压:HDPE管道不能应用于高压气体输送领域。
6、应用范围:有些场合不推荐使用HDPE管道,请向供货商咨询其耐化学腐蚀性能。
7、静电:HDPE管道拌有高的静电,在易燃易爆气体场合,应采取相应的消除静电的措施。
8、冲击性能:HDPE管道抗冲性好,用锤子去敲打管道,应注意管道会产生一定的回弹力。
9、盘卷:盘卷的小口径HDPE管道象弹簧一样储存有能量,如果切开包装带,会产生较大的回弹力。
10、储存:如果管材堆积储存,那么应避免过高堆积,并且应直排堆放,如果管道的堆放不适当,管材可能会发生变形。
11、重量:尽管HDPE管道较其它传统管材轻,但仍具有一定的重量,因此在搬运和施工时应小心谨慎。
12、卸货:使用正确的卸货设施,应检查所有用于搬运的工具是否符合要求。
施工步骤:
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、切削:切削所焊管段、管件端面杂质和氧化层,两对接端面平整、光洁、无杂质。
3、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
4、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
5、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
6、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
7、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。