钢板卷圆加工的加工工艺为我们的日常生活带来了很大的协助,但在运用产品的过程中存在许多问题。当弯头产生缺陷并维护微裂纹不受弯曲钢管的感应加热时,当一定水平的变形温度时,在弯头外侧构成微裂纹。
钢板钢板卷圆加工微弯裂出如今肘部,我们能够依据其成形条件停止有效的讨论。通常,能够有效地完成裂痕的长度。裂痕主要在露营方向上产生,垂直于奥氏体晶界,因而垂直于垂直于管延伸的熔渣。
钢板卷板的质量和效率影响着罐式汽车的发展。我公司也是生产车辆的企业,所生产的吸液车、洒水车以及水泥搅拌车等罐式车辆的主要组成部分罐体都要经过卷板这道工序。结合一些资料和实际工作中的一些体会对卷圆工艺进行论述,下面简要做一阐述. 2卷圆的工艺过程卷圆就是将钢板滚圆的制作,实际上就是在外力的作用下使钢板的外层纤维增长,内层纤维缩短而产生的弯曲变形。卷圆通常是在卷板机上进行的。2.1画线对拼焊好的罐体材料按照螺旋线样板对其画线,画线要分别用画线石笔和画针两次画线。2.2预弯图1卷板机预弯示意画线完成的板材对两端进行预弯,以减少对接出的直线的长度。在三辊卷板机上预弯的方法常用的有一下三种方法: a.利用弯模预弯。b.取一平板,厚度应大于板厚的2倍,在平板上放置一楔形垫块,板边置于垫块上,压下上滚筒使其边缘弯曲。
钢板卷板的工艺过程和注意事项:卷板前,应对设备加注润滑油,开空车看其传动部分是否运行正常,并根据需要调整滚轴间的距离;加工的板材厚度不能超过设备允许的大厚度;卷制直径很大的圆筒时,有行车配合,以防止钢板因自重使已卷过的圆弧部分回直或压扁;卷制板材末端时,操作人员应站在两端,以防钢板下滑而发生事故;在卷圆过程中应用配套内圆样板检查钢板的弯曲度;在室温低于-20℃时,应停止卷板,以免钢板因冷脆发生开裂.
钢板大型卷圆的加工特点:
要选择塑性好的材料,冲压件的生产中,有些圆筒状的加工需要材料具备良好的延伸性,半径越大变形程度越大,材料越容易开裂,要选择延伸率大的材料,例如不锈钢、黄铜、铝合金等材质的塑性较好。
大型卷圆加工直径要合适,直径的大小取决于轴压模,直径过小会影响稳定率,过大容易产生开裂现象,对成型工序影响很大。在金刚石切割弯曲中,直径保持在20-50是合适的。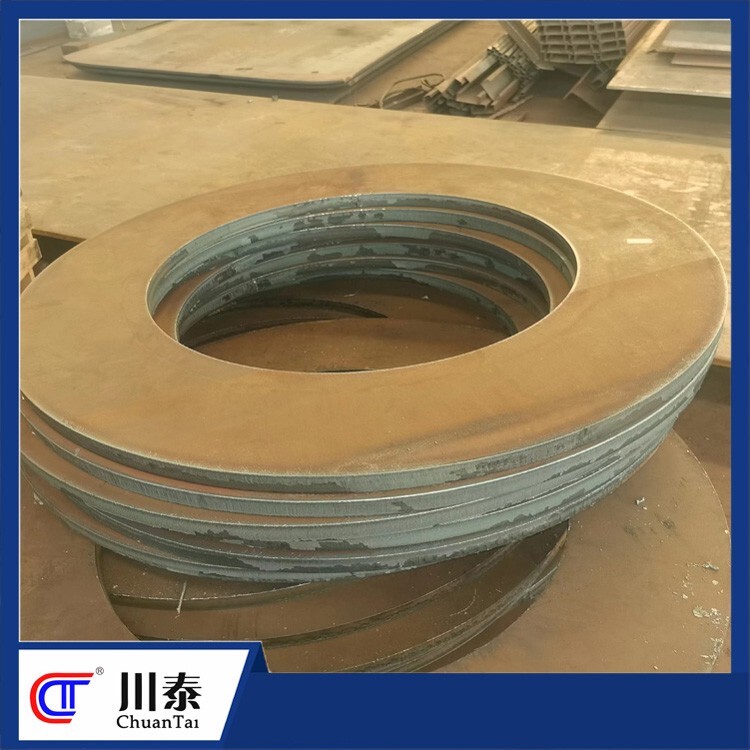
钢板卷圆加工需要注意的问题:注意管端的导向,冲压卷圆工序使用到的模具有锥形模、圆角模或者槽形模,起到轴压的作用。不同模具生产的质量是不一样的,锥形模冲压时容易产生滑动,使材料变形,要注意模具的半锥角,角度应大于60°,否则难以成型;圆角模要保持对中性,生产中会受到圆角的约束和导向,容易产生自由变形,厂家更偏向于槽形模,生产出来的产品质量高,但加工难度较大,成本较高,要根据冲压件的质量要求来选择。
注重卷圆的形状设计,对于铰链形状的五金件,常见的工序是先将毛坯前端顶弯,在进行卷圆,弯曲的弧度要在合适的范围,调整模具的圆弧中心位置。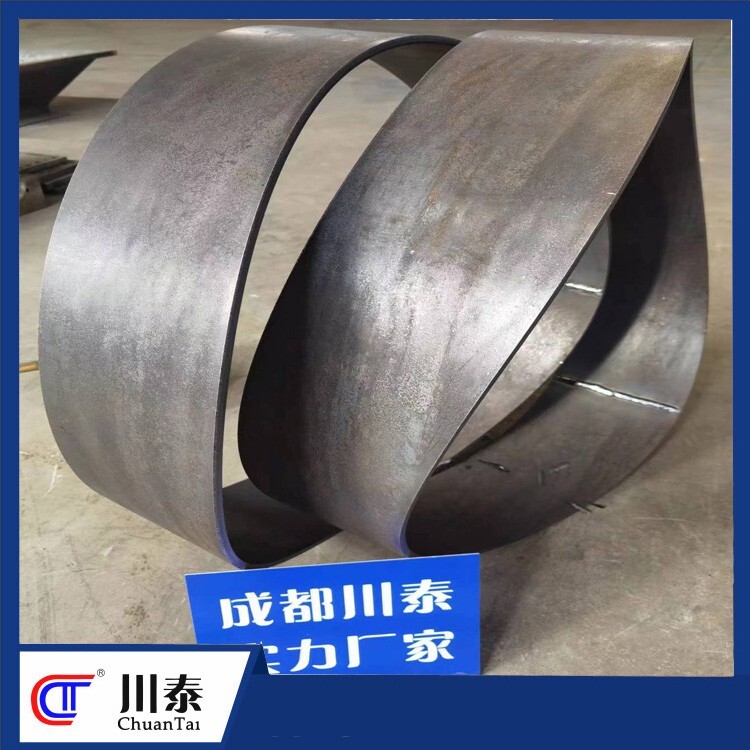
在进行卷圆工作时,我们要在加工的钢板材料中间画一条线作为控制线,然后再把卷圆加工的钢板两部分分别卷成两个半圆形。然后我们会发现平圆的直线段就是剩下的直边部分。
钢板卷圆的质量受焊缝大小影响因素是非常大的,主要要包括焊接工艺参数、焊丝形位参数、焊剂流量、焊剂工艺性能以及成型缝等多方面的综合因素。