浙江杭州振动时效仪多少钱
-
面议
及时发货
交易保障
卖家承担邮费
振动时效工艺原理:
振动时效起源于敲击时效,是通过的时效设备,使被处理的工件产生共振。通过共振将一定的振动能量传递到工件的所有部位,使工件内部发生微观的塑性变形。歪曲的晶格逐渐恢复平衡状态,从而使工件内部的残余应力得以消除和均化,终防止工件在加工和使用过程中变形和开裂,工件尺寸精度的稳定性。
振动时效技术适用范围:
振动时效适应于碳素结构钢、低合金钢、不锈钢、铸铁、有色金属(铜、铝、锌及其合金)等铸件、锻件和焊接件及其机加工件。
振动时效工艺过程:
1、 振前处理:设备自动寻找工件的共振峰,并把振前a-n过程曲线存储起来,由分析程序确定激振频率,过程和曲线会显示在液晶屏上。
2、 时效处理: 设备自动进行,根据不同工件自动决定处理时间,并把a-t过程曲线存储起来,过程和曲线会显示在液晶屏上。
3、 振后处理: 设备自动对处理后的工件进行振动扫描,并把振后a-n曲线存储起来,过程和曲线会显示在液晶屏上。
4、 打印处理:把a-t,振前a-n,振后a-n曲线打印出来,供对比、判断和留存。
焊接应力(welding stress) 被焊工件内,由焊接引起的内应力称为焊接应力。根据焊接应力产生时期的不同,可把焊接应力分为焊接瞬时应力和焊接残余应力。焊接瞬时应力是焊接时随温度变化而变化的应力;焊接残余应力则是被焊工件冷却到初始温度后所残留的应力。根据焊接应力在被焊工件中的方位不同,可将焊接应力分为纵向应力、横向应力和厚向应力。实际上,焊接应力都是三维应力,但对于薄板,厚向应力相对较小,可按二维应力处理。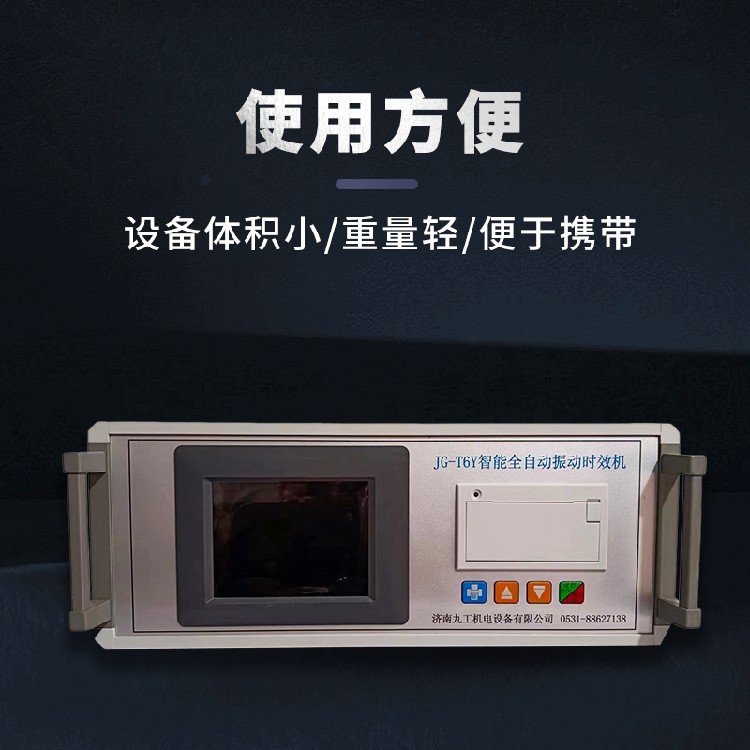
什么是振动时效?
振动时效,是用振动时效设备,按照振动时效技术国家标准,使金属工件在半小时内,进行数万次较大振幅的亚共振振动,产生微观塑性变形,释放残余应力,防止应力变形的革命性时效高新技术,广泛用于铸件、焊件和机械加工件等工件的时效处理。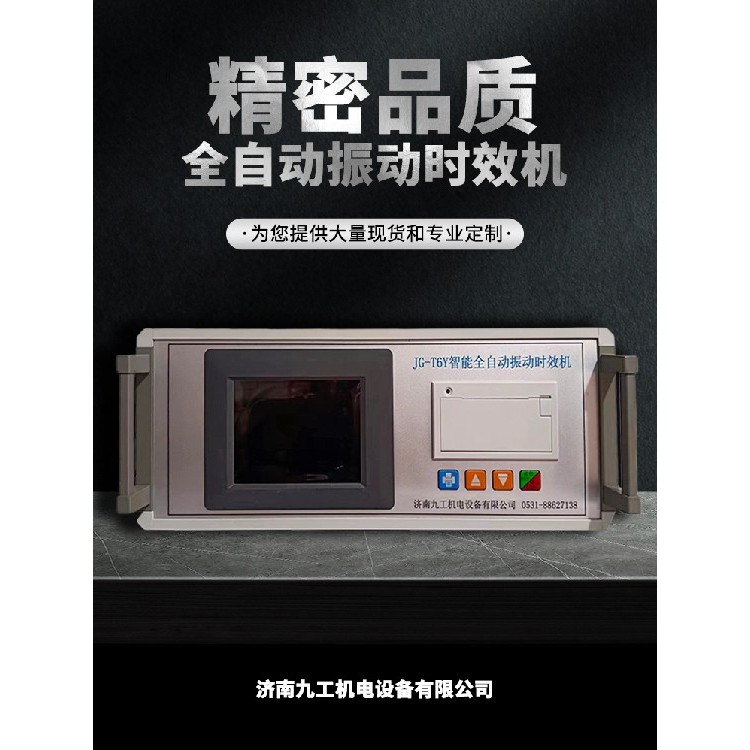
振动时效仪订购注意事项:
1、配置的激振器满足需时效工件的重量。
2、是否具备自动扫频功能及手动扫频功能。
3、设备扫描时能否找到合适的共振峰。随着激振器电机转速的升高,工件会逐渐达到共振状态,设备 会有明显的震感和发出共振的嗡嗡声。
4、设备共振时效状态下用手摸一下工件,看是否有很强烈的震感,适当的时候可以用铁屑或者沙子放在工件上面,看铁屑或者沙子是否有明显的跳动。
5、设备时效完成后是否自动判定工艺结果。