河南漯河热浸塑弯管厂家
-
¥23.60
及时发货
交易保障
卖家承担邮费
高倍数弯管加工的成型工艺过程是复杂的,需要根据不同的材质和用途进行焊接,在一定的压力下进行逐渐成形。弯管的球阀、截止阀、闸阀使用时,只作全开或全闭,不答应做调节流量用,以免密封面受冲蚀,加速磨损。这样就使弯管加工钻头加大了磨损。弯管在管道安装中应用的是非常普遍的,它的种类也是非常多的。弯曲成形法应该是使用的频繁的一种中频弯管加工方式了,利用辊轮的作用,使管材达到弯曲的程度。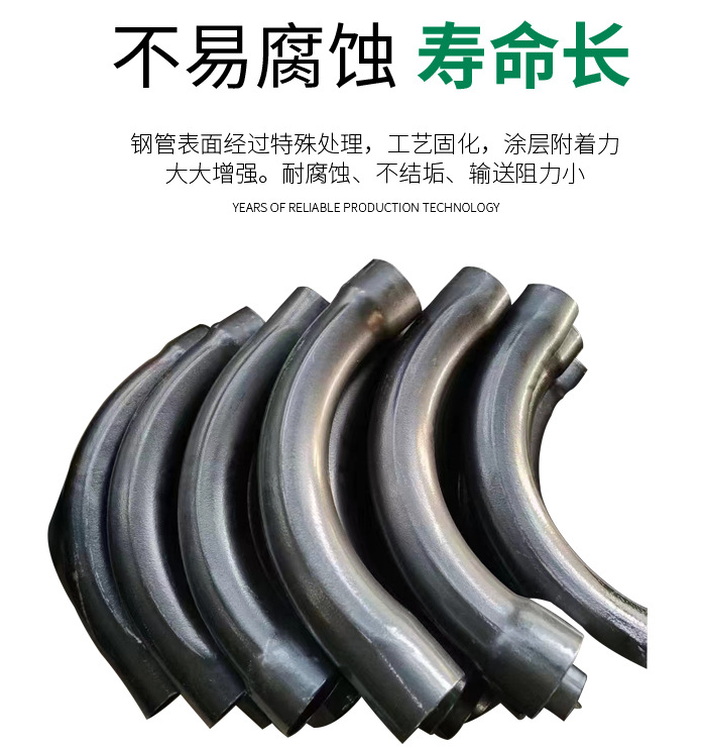
大口径弯管是采用成套弯曲模具进行弯曲的,无论是哪一种机器设备,大部分都用到弯管。油气管道工程所用的大口径弯管大多采用UOE钢管煨制,制造大口径弯管的传统材料是正火钢,为使弯管与钢管性能一致减小焊接施工难度,大口径弯管应采用控轧钢钢管弯制。
使用情况:
1、电动油泵使用说明书;
2、先将工作油缸旋入方档块的内螺纹,使油缸后端装在支架上的车轮向下;
3、根据所弯管子的外径选择模头,套在柱塞上,将两只辊轴所对应槽向着模头,然后放入相应尺寸的花板孔中,再将上花板盖上,将所弯管子插入槽中,再将高压油管端部的快速接头活动部份向后拉并套在工作油缸的接头上,将电动油泵上的放油螺钉旋紧,即可弯管。弯管完毕,放松放油螺钉,柱塞即自动复位。
弯管机操作前:
1、机床良好的接地,导线不得小于4mm2铜质软线。不允许接入超过规定范围的电源电压,不能带电插拔插件,不能用兆欧表测试控制回路,否则可能损坏器件;
2、在插拔接插件时,不能拉拔导线或电缆,以防焊接拉脱;
3、接近开关,编码器等不能用硬物撞击;
4、不能用尖锐物碰撞显示单元;
5、电气箱放在通风处,禁止在尘埃和腐蚀性气体中工作;
6、不得私自加装、改接PC输入输出端;
7、调换机床电源时重新确认电机转向;
8、机床应保持清洁,特别应注意夹紧块、滑块等滑动槽内不应有异物;
9、定期在链条及其它滑动部位加润滑油;
10、在清洗和检修时断开电源;
11、开车前准备:检查油箱油位是否到油位线,各润滑点加油,开机确认电机转向,检查油泵有无异常声音,开机后检查液压系统有无漏油现象(角度编码器处于不允许加油);
12、压力调整:用电磁溢流阀调整压力,系统压力达到需要的工作压力,一般不12.5Mpa;
13、模具调整:模具安装,要求模具与夹紧块对中心,夹紧块可用螺栓调节;助推块与模具对中心,助推块可调;芯头与模具对中心,松开芯头架螺栓,调正好中心后紧固螺栓。
弯管机生产效率的提高方式:
1、弯管机应有专人负责使用和保管。操作者熟悉机床的结构、性能;
2、严禁超负荷使用弯管机。不得剪切淬火钢料和硬质钢、高速钢、合金钢、铸件及非金属材料;
3、刀片刃口应保持锋利,刃口钝或损坏,应及时磨修或调换;
4、多人操作时应有专人指挥,配合要协调;
5、弯管机上禁止同时剪切两种不同规格的材料,不准重叠剪切;
6、剪板入料时禁止把手促进压板下面操作。剪短料时应另用铁板压住,剪料时手指离开刀口至少200毫米;
7、用撬捧对线后,应立即将撬捧退出方可剪切,如铁板有走动,应用木枕塞牢,以免压脚下来后撬捧弹出伤人;
8、剪好的工件放置平稳,不要堆放过高,不准堆放在过道上。边角余料及废料要及时清理,保持场地整洁。
弯管机工作技术要求有哪些:
1、工作前要认真检查弯管机各部是否正常,电气设备是否完好,润滑系统是否畅通;清除台面及其周围放置有工具、量具等杂物以及边角废料;
2、不要自1人操作弯管机,应由2—3人协调进行送料、控制尺寸精度及取料等,并确定由1人统一指挥;
3、要根据规定的剪板厚度,调整弯管机的剪刀间隙。不准同时剪切2种不同规格、不同材质的板料;不得叠料剪切。剪切的板料要求表面平整,不准剪切无法压紧的较窄板料;
4、弯管机的皮带、飞轮、齿轮以及轴等运动部位安装防护罩;
5、弯管机操作者送料的手指离剪刀口应保持少200mm以外的距离,并且离开压紧装置。在剪上安置的防护栅栏不能挡住操作者眼睛而看不到裁切的部位。作业后产生的废料有棱有角,操作者应及时清除,防止被刺伤、割伤;
6、弯管机的飞轮、齿轮、轴、胶带等运动部分都应设防护罩;
7、放置栅栏,防止操作者的手进入剪刀落下区域内。工作时严禁捡拾地上废料,以免被落下来的工件击伤。
8、不能剪切淬过火的材料,也决不允许裁剪超过剪床的工作能力。