山东省菏泽市小导管尖头工机
-
面议
及时发货
交易保障
卖家承担邮费
山东省菏泽市小导管尖头工机山东省菏泽市小导管尖头工机山东省菏泽市小导管尖头工机小导管尖头工机山东省菏泽市山东省菏泽市小导管尖头工机山东省菏泽市小导管尖头工机山东省菏泽市小导管尖头工机山东省菏泽市小导管尖头工机山东省菏泽市小导管尖头工机
小导管打孔机
主要生产液压高速冲孔设备。从机械设备的生产到模具自主的研发,都令客户非常满意。目前有不锈钢管(方管、圆管)、锌钢、彩钢、铁管、铝合金、货架等冲孔设备。可为客户量身制作自动化、半自动化冲孔设备。的技术国内的同行业。
工艺概述某采用支护对不良地质进行预加固。对自稳时间小于完成支护所需时间的地段进行支护。对于洞身Ⅴ围岩段一般采用小导管支护施工工艺进行支护。 适用条件对于不良地质地段可适用于小导管支护施工工艺进行支护进行预加固。一般情况下洞身Ⅴ围岩地段可采用小导管支护。 作业内容 1 小导管加工;2 钻孔;3 运输和安装;4 注浆。四 及检验1原材料及成品、半成品检验1)小导管(1)小导管所用的钢管进场检验符合现行产品和施工图要求。(2)小导管所用钢管的品种和规格符合施工图要求。2)注浆液(1)注浆液采用水泥浆液,其配合比符合施工图要求。(2)注浆液应具有良好的流动性、可灌性、凝胶时间可根据需要调节、固化时收缩小,浆液与围岩、混凝土、砂土等粘结力强,固结体具有度和良好的抗渗性、性、耐久性,注浆材料和固结体无意味、、对人体无害,要求的注浆工艺及设备简单、操作安全方便。(3)一般情况下应采用强度等不低于32.5的水泥系浆材,不宜采用化学浆材。小导管注浆宜采用水泥浆或水泥砂浆。浆液充满例借及周围空隙,注浆量和注浆压力应由试验确定。小导管在开挖时承受地层的压力,为灌浆防止漏浆,小导管的尾部需设置封堵孔。注浆施工应根据土质条件选择注浆法:在砂卵石地层中宜采用渗入注浆法;在砂层中宜采用、渗透注浆法;在粘土层中宜采用劈裂或电动硅化注浆法;在淤泥质软土层中宜采用高压注浆法。注浆材料应具备良好的可注性,固结后应有一定强度、抗渗、、耐久和收缩小,注浆工艺应简单、方便、安全注浆材料的选用和配比的确定,应根据工程条件,经试验确定。注浆施工期应监测地下水是否受污染,应该防止注浆浆液溢出地面或超出注浆范围【小导管冲孔机】产品工作效率1) 每天正常工作八小时一人一机可冲孔20000万余孔2) 冲孔速度:80-120次/分,无需定位,无需划线。3)孔距精度:±10C。4)大工件冲孔长度:6M 单次送料长度:1000MM~6000MM。也可根据要求定制非标设备。5)操作界面简单易学,瓜操作,有自动计算功能,有单支等距冲孔(针对防盗窗管材冲孔设计程序,只要把料长,冲针直径,孔数输入电脑,会自动计算头尾长度和孔距)。6)送料:采用液压/气动工件自动进料后,按孔距自动向外送料,送料采用伺服电机自动控制送料。人性化人机交互操作面板,用户只需要输入管的长度、孔的距离、孔的大小自动运算结果该产品还可以冲防盗网、护栏、门花、不锈钢管、锌钢管、铝合金管、超市货架、鞋架、展示架、天线厂管件、空调配件管件、家具五金管等。更多详情清来电!!参数小导管施工的各项参数确定应根据围岩边界地质条件、围岩状况、支护结构形式及断面尺寸而定。一般小导管施工沿着开挖轮廓线120度范围设置。一般情况下:小导管长度L=上台阶高度+2m。小导管直径:38-50mm。小导管前段做成约10cm长的圆锥状,在尾端焊接直径6~8mm的钢筋箍。外插角度一般控制在10度~15度。注浆压力控制在2MP左右。浆液扩散半径一般为0.5m。注浆速度控制在50-100L/MIN。每循环小导管的搭接长度控制在1m以内。制作1 一般采用直径38~50mm的无缝钢管制作。2 在小导管的前端做成约10cm长的圆锥状,在尾端焊接直径6~8mm钢筋箍。距后端100cm内不开孔,剩余部分按20~30cm梅花形布设直径6mm的溢浆孔。安装可采用引孔或直接顶入。1用电钻钻孔,孔直径大于小导管直径的10-20mm,孔深视导管长度而定。2导管如有困难,可用带有功能的风钻将套管顶入。3用吹风管吹出孔内的杂物。4小导管尾缠棉纱,使得小导管与钻孔密贴,并用棉纱将空口堵紧。5小导管安装后使得其周围一定范围内用砼封闭。厚度控制在5-8cm。


技术参数:
小导管打孔机价格在以前比较的冲孔机加工的里面,通常都是利用手动或者是半自动来进行对工件完成冲孔加工,现在随着冲孔机的技术不断的进步,以前手动的冲孔机本身所具有的一些缺点是越来越明显了,速度上是非常的慢,所以在效率上非常的低,而半自动的话无法进行自动的送料。我们现在的货架、围栏护栏以及防盗网这些在进行加工的时候,大部分都是利用数控冲孔机来进行完成的,而且在速度上是非常快的,度也是很高的,不会出现毛刺的情况,孔面还有一个很好的光洁度。
我们现在使用数控冲孔机会让工件在进行装夹的时候会比较的容易,在进行加工的时候也不需要用到一些比较特殊的夹具,这样能够有效的夹具的成本,不会出现多次进行装夹,将我们产品的工艺能够有效的。


全自动冲孔设备:我们拥有的研发设计和施工团队,确保我们的设备在具有使用竞争力的基础上具有良好的价格竞争力。
主要体现在以下几个方面——:我们的自动化机械的每一块钢板的焊接部分我们都经过大型磨床精心打磨然后再焊接。其次:我们的设备机架完成后都整体送往大型龙门铣加工中心经过意大利大型龙门铣整体铣过。(这个加工费用价格不菲,并且仅仅在机械上客户是看不出是否整体铣过。---但是可以在机械加工时的加工精度上体现出来。可谓吃力不讨好的工作。目前行业里只有我们使用了这道工序。)以此确保机械冲孔加工时的。然后:我们的齿条定位的特设计以及进口齿条都是行业内无二的优势。
山东省菏泽市小导管尖头工机

详解:a、床身用方管加铁板组装焊接,退火处理后用意大利大型龙门cnc加工中心整体精密加工,机床机身和导轨以及各个部位精度达标。在导轨磨加工中,加工路线的确定一般要遵循以下几方面原则大的优势,如导轨磨加工生产出的零件非常并具有可重复性;导轨磨加工可以生产手动加工无法完成的具有复杂外形的零件。
b.冲孔机构:龙门架式框架结构,度,高速液压缸(缸径100mm压力15吨),采用进口高耐磨密封件,耐压25mpa。可冲孔型材宽度范围200mm-600mm。水平方向两侧向内冲。
c.液压:11kw液压主电机配套双联叶片泵(每支油缸由一个油泵控制,够力和冲孔时液压缸伸缩距离控制),油田电磁阀。200l超大油箱,150l液压油风冷机。油泵和电磁阀极限压力21mpa。
小导管打孔机价格数控冲孔机设备的优点:
1、数控冲孔机在结构上是机身:
为液压冲孔机充分的刚度,本机身是由两块60mm厚的钢板焊接而成。机身呈“c”型,喉口深度能进入宽规格的工件。机身上部为液压主缸,缸径达¢220mm。机身下部为工作台,装有阴模座。机身中部为冲头杆导向架,刚强的为冲头定心并导向。
2、压料机构:
一种机构,由液压油缸驱动,用来压紧工件,也用于承受冲头从工件中退出的退料力。
3、压头:
主缸上带有压头部件。压头上装有三个汽缸和被其驱动的垫块,从而形成冲头选择机构,可程控冲头的工作次序。
4、数控工作台:
由下层的y轴和上层的x轴构成。y轴导轨安装在的底座上,底座与机身间有螺栓和定位销连接,相互间位置固定,而又便于拆开分别运输。x、y轴均有交流伺服电机直接带动滚珠丝杠,传动相应托板在导轨上。x轴托板上装有夹钳,从而带动工件。在y轴拖板上还固定有工件支撑板,板上有万向输送球支承工件。
全自动冲孔设备:我们拥有的研发设计和施工团队,确保我们的设备在具有使用竞争力的基础上具有良好的价格竞争力。
主要体现在以下几个方面——:我们的自动化机械的每一块钢板的焊接部分我们都经过大型磨床精心打磨然后再焊接。其次:我们的设备机架完成后都整体送往大型龙门铣加工中心经过意大利大型龙门铣整体铣过。(这个加工费用价格不菲,并且仅仅在机械上客户是看不出是否整体铣过。---但是可以在机械加工时的加工精度上体现出来。可谓吃力不讨好的工作。目前行业里只有我们使用了这道工序。)以此确保机械冲孔加工时的。然后:我们的齿条定位的特设计以及进口齿条都是行业内无二的优势。
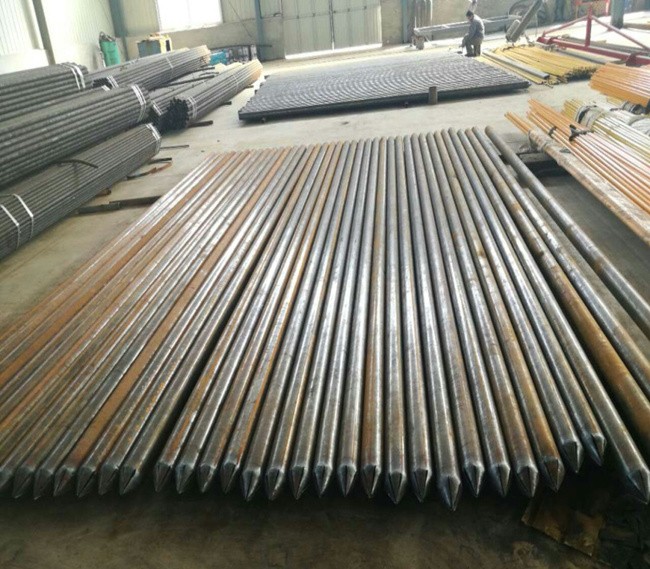
山东省菏泽市小导管尖头工机 小导管尖头机缩管机是各种工程机械的结合,形成集多种用途于体的设备,实现机多功能。市场上的产品有好有坏,缩管机也是,那么我们在选购缩管机的时候怎么来选购到的缩管机呢,在这里给大家推荐三个小妙招,希望对大家有所帮助。 小导管缩径机小导管尖头加工机主要应用于小导管尖头自动化加工,是山西万泽锦达根据市场需要研发的新机型,属于国内产品。具有加工速度快、操作简单、成品,大大节省耗材,提速度快率,目前在占有率85%以上主要特点:用于加工小导管锥形尖头的自动化加工,有噪音小、易操作、产量高、性能等特点。工件成形时间短,,加工表面光滑,工件无伤痕。设有闭路循环,确保机器长时间正常运行, 机器模具更换简单没在相应模具配合下可加工不同形状金属管,不同需求。小导管小导管尖头加工机制作 搬运:尖头机适宜采用叉车搬运,并以缩管机底部受力,缩管机严禁倒置。严禁搬抬缩管机头及电机、电器箱部位。 安装:缩管机需水平放置在稳固的地基上,并作接地处理。对钢管接头针对立管延伸的问题进行了研究,为您提供建筑钢管接头---钢管接头,来解决立管延伸问题好的设备会对此两项做控制,而些低劣的设备是不控制上述两项参数的当模座硬度低于洛氏HRC60模具硬度低于洛氏HRC50时,将会影响管材的缩管小导管冲孔机,与小导管尖头机配套使用2 小导管安装检验1)小导管小导管的施工允许偏差符合下表1的规定。2)注浆液(1)注浆液配合比应进行设计,并进行工程试验确定。(2)注浆深度和范围应符合施工图要求。 施工1 施工前根据施工图标示的工程及水文地质资料进行研究。2 根据工程进展情况,提前加工好小导管,并合理储放。3 根据现场的地质条件进行试验确定注浆液的各种参数,来指导现场施工。4 检查机具设备和风、水、电等管线路,并试运转,确保各项作业正常进行。 工艺步序说明1 按施工图要求在开挖面上准确画出本循环需要设的小导管孔位。2 钻孔多功能作业台架位,采用气腿式凿岩机进行钻孔,用人工或凿岩机将小导管顶入,钢管尾端外露足够长度,小导管外插角严格按施工图要求施做,尾部与钢架焊接在一起。小导管与线路中线方向大致平行。孔位钻设偏差不超过125px,孔眼长大于小导管长。3 钢管加工及施工将前端加工成尖锥状,尾部焊Ф6加肋筋。除尾部1m外,管壁四周钻注浆孔。4 钢管及孔口密封处理5 钢管由顶头,钻孔长度≮90%管长。钢管尾端除焊上挡圈外,再用胶泥麻筋缠箍成楔形,以便钢管孔内后其外壁与岩壁间隙堵塞严密。钢管尾端外露足够长度,并与钢支撑焊接在一起。钢管时,注意保护管口不受损变形,以便与注浆管路连接。注浆前导管孔口先检查是否达到密封,以防漏浆。6 注浆采用高压注浆泵压注浆,注浆压力为1.0~1.5Mpa,一般按单管达到施工图标示注浆量作为结束。当注浆压力达到终压不少于20min,进浆量仍达不到注浆终量时,亦可结束注浆。注浆结束后,将管口封堵,以防浆液倒流管外。

详解:a、床身用方管加铁板组装焊接,退火处理后用意大利大型龙门cnc加工中心整体精密加工,机床机身和导轨以及各个部位精度达标。 在导轨磨加工中,加工路线的确定一般要遵循以下几方面原则大的优势,如导轨磨加工生产出的零件非常并具有可重复性;导轨磨加工可以生产手动加工无法完成的具有复杂外形的零件。
b.冲孔机构:龙门架式框架结构,度,高速液压缸(缸径100mm压力15吨),采用进口高耐磨密封件,耐压25mpa。可冲孔型材宽度范围200mm-600mm。水平方向两侧向内冲。
c.液压:11kw液压主电机配套双联叶片泵(每支油缸由一个油泵控制,够力和冲孔时液压缸伸缩距离控制),油田电磁阀。200l超大油箱,150l液压油风冷机。油泵和电磁阀极限压力21mpa。
