赣州从事宽厚钢板切割-宽厚板切割
-
¥3880.00
及时发货
交易保障
卖家承担邮费
在实际的具体操作情况中,我们要根据钢板的厚度、材质等综合条件,来选择不同的切割方法。其中钢板厚度是影响钢板切割的主要的一个原因。 在切割前要先了解一下钢板的厚度类别。根据厚度的不同,可把钢板分为薄板(0.2-4)、中厚板(4-60)和厚板(>60)。 其次要因地制宜,根据不同厚度的钢板来提前制定好切割计划和方法。比如切割成矩形、三角形等这些有规则的薄钢板时可以选择剪板机,这样不仅速度快,质量也有,而且成本低。除了剪板机切割外,火焰切割的成本也不高,而且操作更加灵活自由,可以切割出不同形状的钢板。但是切割薄钢板时容易导致其变形,切割材料品种有限,对技术的要求也相对更高一点。 然后是激光切割,这种方法成本相对较高一些,因为一台激光切割设备的价格要其他设备,所以成本相对来说会有所提升。但是激光切割的精度很高,可满足一些度要求较高的客户需求。在加氧的情况下,激光切割可以满足厚度为20的钢板切割。 后是水流切割,其切割范围广,度高,不易变形,更加环保,但是速度慢,能耗大,我们可以在切割时选择视情况而定。
钢板的调质处理是淬火和高温回火,或中温回火,或正火的联合热处理,其目的是使钢板达到较高的综合性能。调质处理多用于中碳钢板和合金结构钢板等。调质处理时对一些淬火后应力较大的钢板,应及时进行回火,以免产生裂纹。调质处理进行高温回火时对一些钢板应控制冷却速度,以免产生回火脆性
使用数控切割机进行切割时,钢板如果加热或者冷却不均匀,那么材料内部的应力将使被切割件发生不同程度的弯曲或者移位,也就是切割热变形,而具体的表现就是切割件的形状发生扭曲,或者是切割尺寸有偏差。但是,由于这种应力是没有办法完全的,所以只能通过一些措施来减少切割件的变形程度。 通常,钢板从形成到切割车间之间,会有一段时间,在这段时间里,钢板的表面会产生一层氧化皮,附着在钢板表面。如果不掉,那么则会增加切割前预热时间,降低切割速度,还会堵塞割嘴,从而减少割嘴的使用寿命,因此除去,一般是进行除锈预处理。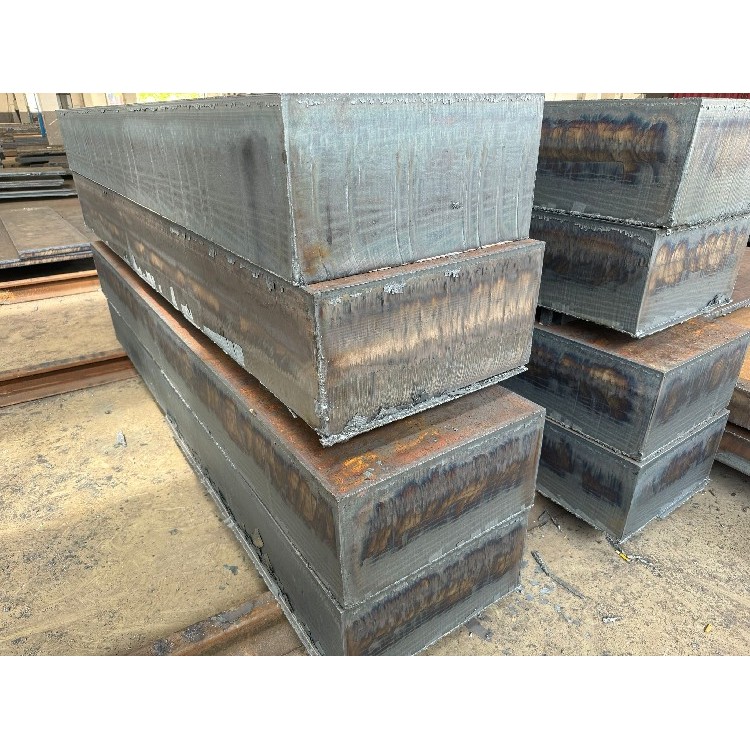
自己可以操作中厚板切割的工艺吗? 所谓钢板切割,说的就是把完整的钢板切割成各种各样的形状。这种切割其实已经属于一种技艺了,虽然钢板在进行切割的时候,主要是利用切割工具来进行,但是人在一旁的操作也是的。目前为止我们的技术还没达到,让机器离开人自行的进行钢板切割。一代代钢板切割设备的更新换代后,在如今我们是可以根据客户需要的形状来进行切割的。只不过,不同的形状需要用不同设备的机器来进行切割,有的形状简单,一般的钢板切割机器就能够搞定。想要把钢板切割成相对复杂的形状,使用的切割设备自然是要一些。
在火焰切割前装配割嘴时,使内嘴和外嘴保持同心,以切割氧射流位于预热火焰的中心,安装割嘴时注意拧紧割嘴螺母。在平时的使用中,需要操作工对其常出故障及其处理方法有的把握。嘴头和割炬配合不严的处理点火后火焰虽正常,但打开切割氧调节阀时,火焰就立即熄灭。其原因是割嘴头和割炬配,合面不严。 此时应将割嘴拧紧,无效时应拆下割嘴,用细砂纸轻轻。研磨割嘴头配合面,直到配合严密。保持割嘴通道清洁割嘴通道应经常保持清洁光滑,孔道内的污物应随时用通针干净。火焰熄灭的处理点火后,当拧预热氧调节阀调整火焰时,若火焰立即熄灭。
钢板数控火焰切割操作规程: 1.检查工作场地是否符合安全要求,割炬、氧气瓶、乙炔瓶(或乙炔发生器及回火防止器)橡胶管、压力表等是否正常,将气割设备按操作规程连接好。 2.切割前,将工件垫平,工件下面留出一定的间隙,以利于氧化铁渣的吹除。切割时,为了防止操作者被飞溅的氧化铁渣,必要时可加挡板遮挡。 3.检查风线,方法是点燃火焰并将预热火焰调整适当。然后打开切割氧气阀门,观察切割氧流(即风线)形状,风线应为笔直、清晰的圆柱体并有适当的长度。这样才能使工件切口表面光滑干净,宽窄一致。如果风线不规则,应关闭所有的阀门,用通针或其他工具修整割嘴的内表面,使之光滑。 4.将氧气调节到所需的压力。对于射吸式割炬,应检查割炬是否有射吸能力。检查的方法是拔下乙炔进气软管并弯折起来,再打开乙炔阀门和预热氧阀门。这时,将手指放在割炬的乙炔过气管接头上,如果手指感到有抽力并能吸附在乙炔进气管接头上,说明割炬有射吸能力,可以使用;反之,说明割炬不正常,不能使用,应检查修理 火焰割受诸多因素的影响。