玉林不锈钢剪折刨公司,T型条
-
面议
及时发货
交易保障
卖家承担邮费
介绍不锈钢的原始表面和形状:不锈钢卷(通常来自大型钢厂,形式为钢卷)。不锈钢卷分为冷轧和热轧表面。冷轧不锈钢的厚度通常小于3mm,也称为薄板。热轧板的总厚度为3mm-75mm,并根据厚度不同分为中厚板。不锈钢冷轧:钢板是通过冷轧工艺生产的不锈钢板,常规厚度为0.1mm-3mm的薄板,(我们公司可以8mm冷轧薄板)用于制作耐腐蚀材料石油和化学工业的零件,管道,容器,医疗设备,船舶设备等。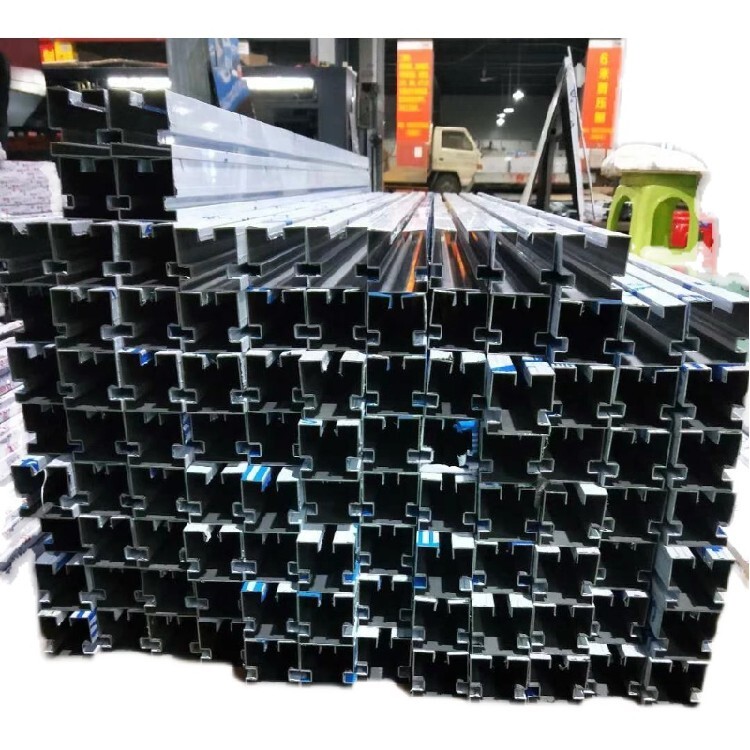
在大多数情况下,使用陶瓷工具对不锈钢材料进行镗孔时,会以负前角切割陶瓷工具。通常,前角应为-5°〜-12°。这将有助于加强刀片,并充分发挥陶瓷工具更高抗压强度的优势。后角的大小直接影响工具的磨损,也影响刀片的强度。通常选择5°〜12°。进入角的变化将影响径向和轴向切削零件的变化,以及切削宽度和切削厚度的大小。由于加工系统的振动对陶瓷工具极为不利,因此选择进入角度应有利于减小这种振动,通常为30°〜75°。当使用CBN作为刀具材料时,刀具的几何参数为前角0°〜10°,后角12°〜20°,进入角45°〜90°。
由于不锈钢具有易粘接,散热性差的特点,因此在镗孔时选择具有良好抗粘结和散热性能的切削液非常重要,例如选择氯含量较高的切削液。 以及不含矿物油和亚硫酸盐的水溶液,具有良好的冷却,清洁,防锈和润滑作用,例如H1L-2合成切削液。