美国进口镍基合金焊丝材质成分
-
面议
及时发货
交易保障
卖家承担邮费
镍基焊丝使用注意事项:
1.焊前对焊件清除铁锈、油污、水份等杂质。
2.注意层(道)间温度控制在100℃以下。
3.操作以短弧为宜,弧长控制在1~3mm。
镍基合金焊丝焊接注意事项:
1、焊接处须油污、铁锈、水份等表面杂质。
2、焊接时,采用小线能量,建议采用较低的道间温度。
3、所使用的氩气的纯度要在以上且气体的流量控制要适当,通常焊接电流在100-200A时,气体流量约为10-15L/min。
4、施焊时有适当的设施,否则保护气体易受风的影响而致气体保护不良。使焊道劣化而发生气孔。
5、适当选择喷嘴及控制钨电的恰当伸岀长度。
纯镍焊丝ERNi-1用于焊接200、201镍合金以及镀镍钢板;钢与镍异种材料的焊接;钢的表面堆焊。镍铜焊丝ERNiCu-7蒙乃尔400合金自身的焊接;以及蒙乃尔400合金与钢的焊接;用于钢的表面堆焊。
镍在许多酸性和碱性的环境中都表现出良好的耐蚀性,多被应用在还原性介质中。
镍大的特点是耐碱性介质的腐蚀,如苛性钾,苛性钠等,被广泛应用于离子膜烧碱工艺。镍在干燥氟中的耐蚀性良好。镍还成功应用于常温到540℃的干燥和中。也可应用在静止的氢氟酸溶液。镍在相对较宽的温度范围内有着良好的机械性能,易于冷加工,加工特性与低碳钢相近。
镍基合金焊丝具有耐活泼性气体,耐苛性介质,耐还原性酸介质腐蚀的良好性能,又具有强度高,塑性好,可冷热变形和加工成型及可焊接的特点,因此,广泛应用于石油化工,冶金,原子能,海洋开发,航空,航天等工业中,解决一般不锈钢和其他金属,非金属材料无法解决的工程腐蚀问题,是一种非常重要的耐腐蚀金属材料。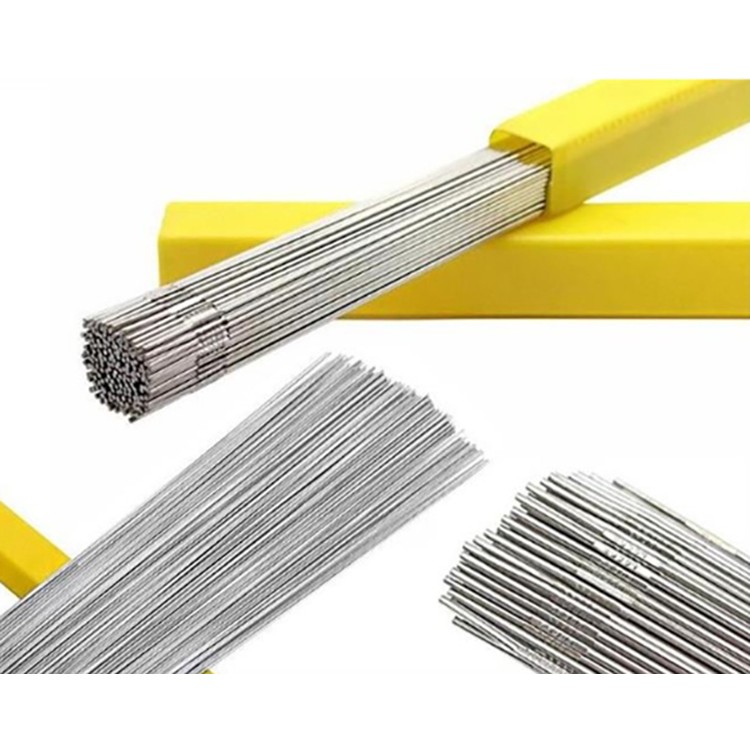
说明:该焊缝金属在较宽的温度范围内具有较高的强度和耐点蚀及裂隙腐蚀等局部侵蚀的能力。
用途:用于各种镍基耐蚀合金的焊接,也可用于9%Ni钢和各类双相不锈钢的焊接。