承接焊接变位机电话,伺服变位机
-
面议
及时发货
交易保障
卖家承担邮费
现代化的工业生产中,机器人的应用十分普遍,尤其是焊接作业方面有很多生产线都在采用焊接机器人,但仅有焊接机器人是无法完成所有的焊接工作的,所以一般都会配备焊接变位机,使其成为焊接机器人的外部运动轴。
使用焊接变位机的优势:
焊接变位机是的实现焊接自动化的辅助设备,适用于回转工作的焊接变位,以获得理想的加工位置和焊接速度。具体优势如下:
精度高:减速机,焊接变位机重复精度可达+0.1 mm。
耐久度高:简洁的驱动系统可减少故障的风险。
适用性强:焊接变位机的主要作用是实现焊接过程中将工件进行翻转变位,以便获得好的焊接位置,可以满足多种焊接件质量及外观要求。
作业可靠:焊接变位机基座采用加厚型材及钢板焊接而成,经过退火处理,质量精度可靠。
可调整性强:焊接变位机翻转采用伺服电机驱动,减速机采用精度高的减速机,精度可靠,速度可调。
焊接变位机的功能:
变位机主要用于把工件固定在工作台面上进行回旋和倾翻,使焊接缝处于有利的焊接位置,以提高焊接质量和生产率。工作台面可做0°-120°的倾翻,并可在任何位置作360°连续回转(无级调速),特殊适用于焊接各种带有环焊接缝的焊接件,是极为理想方便的焊接设备。
焊接变位机操作流程:
1、操作工人熟练掌握焊接变位机的结构以及工作原理,并佩戴好安全护具;
2、将电源线接好,确保接地线无破损;
3、工件吊装到工作台上用螺栓固定,进行操作;
4、在焊接机器人完成一面工件的焊接工作后,再进行翻转;
5、焊接工作完成后,将工件吊装取下,并将焊接变位机归零;
6、关机后进行保养。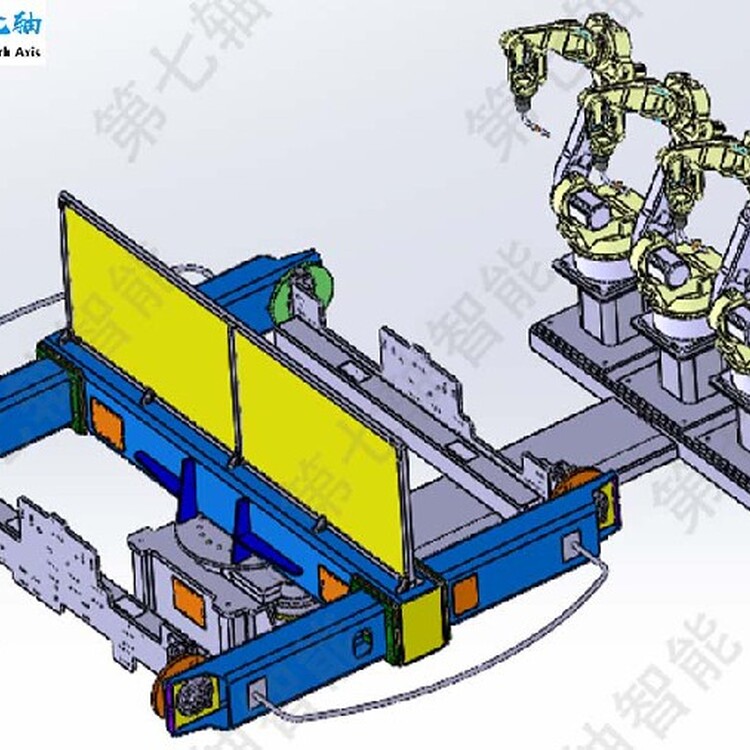
焊接变位机的日常操作规范:
1、遵守工厂焊工安全操作操作规范制度。
2、安装和拆卸工件时,检查圆压板是否已取出及压板是否退回到位,以防工件损坏焊接夹具。
3、吊装工件时,平稳水平,不能有大幅度摆动,防止工件碰撞焊接夹具,以免损坏焊接夹具。
4、吊装工件时,安装稳妥后才能将吊索拿离工件。
5、拆卸工件时,将工件先用吊索吊稳后才能将工件松开。
6、工件落到焊接夹具上时,要轻放,不得对焊接夹具及焊接变位机有过大的冲击。
7、工件安装按要求定位,全部焊接夹具的螺母、螺栓都要拧紧,压板压紧,安装完成后需试转检查,确认装稳后才能正式作业。
8、转动前应检查工作回转范围内有无其它物品避免发生碰撞。
9、工件转至作业位置后,须将电源开关关闭,切断电源防止误动作。
10、工件安装须注意工作中心,不得偏离重心位置。
11、不得超重、超负荷运载。
12、工件需要登高焊接时,须用登高踏板,且登高踏板须放置稳妥后才能登高操作。
焊接变位机种类
常用的人工焊接变位机基本形式有伸臂式、倾翻回转式和双立柱单回转式。
(1)双立柱单回转式 该种焊接变位机的主要特点是立柱一端的电机驱动工作装置沿一个回转方向运转,另一端随主动端从动。两侧立柱可设计成升降式,以适应不同规格产品结构件焊接需求。这种形式的焊接变位机的缺点是只能在一个圆周方向回转,为此选择时要注意焊缝形式是否适合。
(2)双座头尾双回转式 双座头尾双回转形式焊接变位机是将被焊结构件的活动空间,在双立柱单回转式焊接变位机的基础上又增加一个旋转自由度。这种形式的焊接变位机较为,焊接空间大,可将工件旋转到需要的位置,目前已在许多工程机械厂家成功应用。
(3)L形双回转式 该种焊接变位机的工作装置为L形,有2个方向的回转自由度,且2个方向都可以±360°任意回转。此焊接变位机优点是开敞性好,容易操作。
(4)C形双回转式 C形双回转焊接变位机与L形双回转焊接变位机相同,只是根据结构件的外形,将焊接变位机的工装夹具稍作变动。该种形式焊接变位机适合装载机、挖掘机的铲斗等结构件的焊接。