围栏网用40×60镀锌马蹄管 小口径D型管 大量供应
山东鑫悦达钢铁有限公司是生产销售:异型管,异型钢管,异型方管,椭圆管等各种异型管产品,品种全,价格低,是销售异型管的生产厂家。
异型钢管生产加工原理:
依照要求对异型钢管开展电焊焊接正中间查验的焊接,无损检测技术应在外形查验达标后开展,方射线拍照及超声波检测应在表层无损检测技术后开展,经检测的焊接在鉴定达标后才可再次开展电焊焊接。精密异型钢管的管路上被补强圈或橡胶支座垫块遮盖的对接焊缝,应开展射线检测,达标后材可再遮盖。 异型钢管焊接外形基础规定:精密异型钢管无损检测技术前,焊接外形查验应符合规定。对精密异型钢管焊接外形和对接焊缝工艺性能的一般规定如下:
1.不允许有裂纹,未焊接、出气孔、焊瘤、溅出存有;
2.精密异型钢管设计方案的温度小于-29度的管路,不锈钢板和淬硬趋向很大的精密异型钢管表层,不可有错口状况。别的材料管路焊接错口深层应超过0.5mm,持续错口长短应不超过100毫米,且焊接两边错口全长不超该焊接总长的10%。
3.精密异型钢管的焊接表层不可小于管路表面,焊接错边量,且不超过3mm,为对接缝校核后焊缝的很大总款。复验结果不过关(包含初验结果显微镜结构不过关,不允许复验的新项目)的精密异型钢管,供即可逐根递交工程验收,或再次开展热处理工艺(再次热处理工艺频次不超出二次),以新的一批明确提出工程验收。
4.对接焊缝错边应不超博后的10%,且不超2mm。 异型钢管的平时原理主要是根据纱布上的小石子造成工作压力,在转速比之中开展的表层研磨,根据纱布的左右挪动对产品工件的左右表层往返切削,做到一定实际效果,自然在研磨全过程时要持续的加润滑脂,开展制冷,以防危害产品工件表层生产加工品质。那样的产品仅仅初加工的产品工件,要想紧密度的商品还需开展深度加工解决。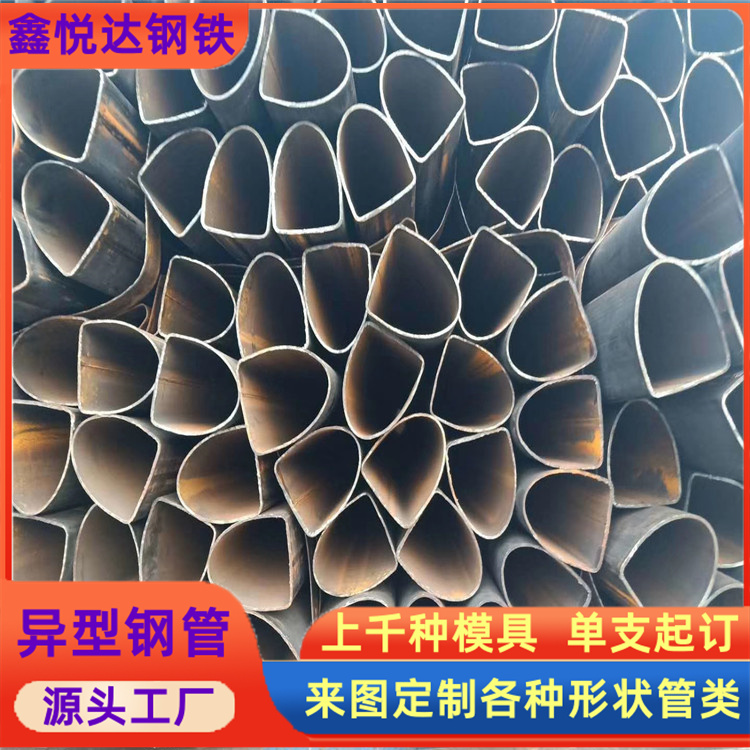
本公司拥有400T辊挤压机组一台,250T、150T液压拔机机组各一台,200T、100T、80T、50T液压校直机组六台,65T、20T、10T冷拔机组八台。采用煤气加热连续辊底炉热处理,并以的化学处理配方进行酸、磷、润滑处理,全公司配套设备总计在二百余台套。
3.异型钢管的性能指数分析-疲劳前面所讨论的强度、塑性、硬度都是金属在静载荷作用下的机械性能指针。实际上,许多机器零件都是在循环载荷下工作的,在这种条件下零件会产生疲劳。4.异型钢管的性能指数分析-冲击韧性以很大速度作用于机件上的载荷称为冲击载荷,金属在冲击载荷作用下抵抗破坏的能力叫做冲击韧性。5.异型钢管的性能指数分析-强度是指金属材料在静荷作用下抵抗破坏(过量塑性变形或断裂)的性能。由于载荷的作用方式有拉伸、压缩、弯曲、剪切等形式,所以强度也分为抗拉强度、抗压强度、抗弯强度、抗剪强度等。各种强度间常有一定的联系,使用中一般较多以抗拉强度作为基本的强度指针。异形钢管,矩管,方管尖角的概念:异形钢管,矩管,方管传统的焊接不锈钢方矩形管,通常用一架土耳其头辊配几道方矩形轧辊来生产。现货异型管精密异型管20号45号
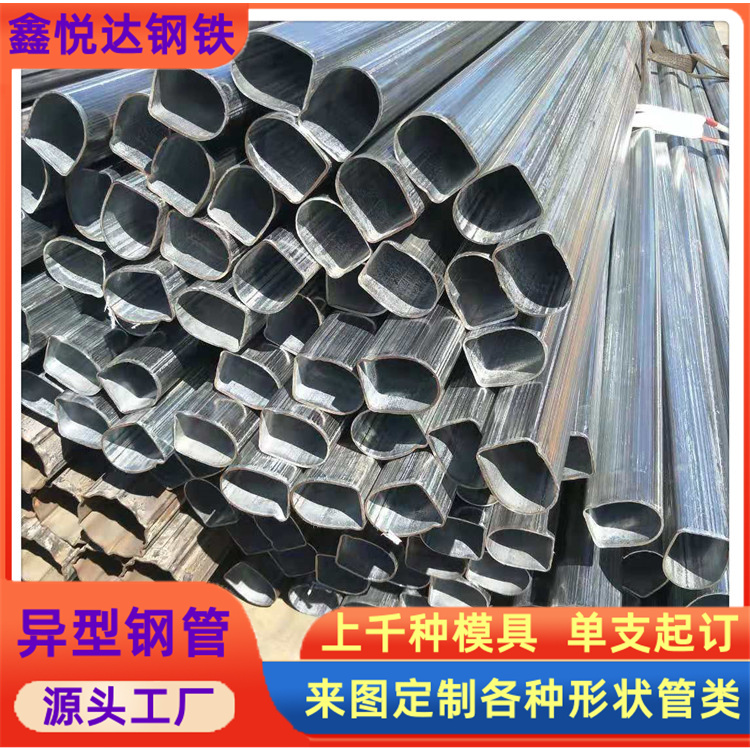
生产范围:方管100*100-600*600mm,矩管50*50-700*800mm,壁厚2.0-30mm,可生产焊接方矩形钢管、无缝方矩形钢管、不锈钢方矩形钢管及非标方矩形钢管,承揽三角形、八棱形、椭圆形钢管、圆管、平椭管,D型管,凹型管,H型管、半圆管、六角管、面包管、扶手管、元宝管、T型管、三角管等所有金属类异型管,规格、质量,从多方面满足了社会生产需求。严格按照国标GB/T6728-2002、美标ASTMA500标准要求。
异型钢为经济发展横断面无缝钢管。异型钢管包含横剖面轮廊非环形的、等壁厚的、变壁厚的、沿长短方位变直径和变壁厚的、横断面对称性和不一样的等。其广泛运用在公司、轿车、造船业、矿山设备、农用机械、工程建筑、纺织工业及其锅炉制造等层面。在冶炼厂时,废旧钢材随回炉废料一起添加炉内,按基本加工工艺冶炼厂,出钢后添加除氧剂及铝合金,钢液经吹氩解决后,随后开展铸造,吹氩控温后的钢液经连铸筑成方坯。因为钢中添加稀有元素,异型钢管获得清洁,参杂物成分大幅降低。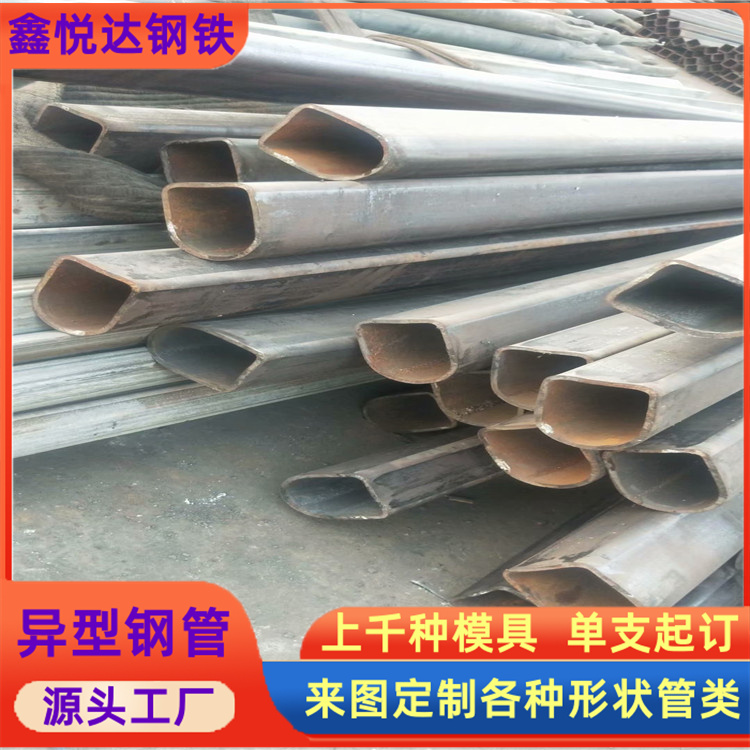
围栏网用40×60镀锌马蹄管 小口径D型管 大量供应钢丝螺套安装工具用于钢丝螺套在螺纹底孔内的安装,其基本原理是使钢丝螺套通过一段引导螺纹,迫使外径收缩,以便顺利装入底孔,分为手动及半自动两种安装扳手。手动安装扳手利用手工将钢丝螺套装入底孔的工具,分组合螺母型及整体螺母型两种。组合螺母型手动安装扳手用于手动安装ST2~ST8×1的小规格钢丝螺套。整体螺母型手动安装扳手用于手动安装ST8×1.25以上规格钢丝螺套。半自动安装扳手半自动安装扳手有气动、电动两种,具有、快速,安装准确的特点,用于批量钢丝螺套的安装或在装配生产线上使用。.回火马氏体-马氏体分解得到极细的过渡型碳化物与过饱和(含碳较低)的a-相混合组织它由马氏体在15~25℃时回火形成。这种组织极易受腐蚀,光学显微镜下呈暗黑色针状组织(保持淬火马氏体位向),与下贝氏体很相似,只有在高倍电子显微镜下才能看到极细小的碳化物质点。.回火屈氏体-碳化物和a-相的混合物。它由马氏体在35~5℃时中温回火形成。其组织特征是铁素体基体内分布着极细小的粒状碳化物,针状形态已逐渐消失,但仍隐约可见,碳化物在光学显微镜下不能分辨,仅观察到暗黑的组织,在电镜下才能清晰分辨两相,可看出碳化物颗粒已明显长大。.回火索氏体-以铁素体为基体,基体上分布着均匀碳化物颗粒。它由马氏体在5~65℃时高温回火形成。其组织特征是由等轴状铁素体和细粒状碳化物构成的复相组织,马氏体片的痕迹已消失,渗碳体的外形已较清晰,但在光镜下也难分辨,在电镜下可看到的渗碳体颗粒较大。.莱氏体-奥氏体与渗碳体的共晶混合物。呈树枝状的奥氏体分布在渗碳体的基体上。.粒状珠光体-由铁素体和粒状碳化物组成。它是经球化退火或马氏体在65℃~A1温度范围内回火形成。无缝管工艺流程:卫生级镜面管工艺流程:管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装工业管工艺流程管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验2.焊管工艺流程:开卷——平整——端部剪切及焊接——活套——成形——焊接——内外焊珠去除——预校正——感应热处理——定径及校直——涡流检测——切断——水压检查——酸洗——终检查——包装无缝钢管生产工艺流程图热轧钢管的工艺流程大致分为这几个步骤:圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库。