南宁经营螺旋钢管工厂,沧海螺旋管厂
-
¥3000.00
及时发货
交易保障
卖家承担邮费
国内的螺旋钢管生产线目前多集中于生产直径219毫米至3620毫米范围的产品,这一生产跨度与所选用原材料的宽度密切相关,直接关系到螺旋钢管成品的质量与规格匹配度。小口径钢管,即直径在219至529毫米之间,理想的带钢宽度应在300至550毫米区间。若带钢过宽,则可能导致粘结不牢,外观欠佳;反之,若宽度过窄,则螺旋钢管的成型工艺难度加大,终产品焊缝近乎直线,失去了应有的螺旋形态美感。
当钢管直径扩展到529至1000毫米时,所用原材料板宽一般升级至685至1100毫米,以确保成型质量。至于直径达1500毫米以上的大型螺旋钢管,则需采用宽度为1500毫米的卷板进行生产。值得注意的是,与小口径钢管相比,大口径钢管的制造技术要求更为严格,不仅在材料处理、焊接技术、成型工艺上均有更高的标准,还需精密的设备支持与严格的质量控制,以保障终产品的性能与稳定性。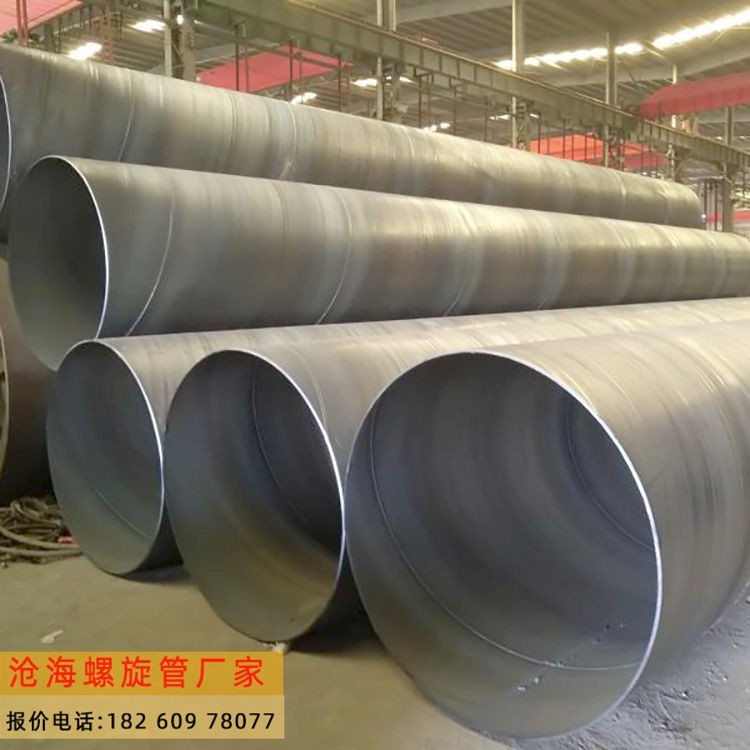
质量控制要点
原材料控制:钢卷的质量是决定终产品质量的关键。需进行严格的化学成分和物理性能检测,确保其符合生产要求。
焊接质量:焊缝是螺旋钢管的薄弱环节。焊接过程中,需要控制焊接速度、焊接电流、焊接材料等参数,确保焊缝的均匀性和紧密性。
形状控制:需要确保钢管的直径、弯曲度、端面垂直度等都在规定的范围内。
表面处理:涂层的质量直接关系到钢管的防腐性能。需要确保涂层均匀、无裂纹、无气泡。
检测与标定:所有出厂的钢管都应进行严格的性能检测,并根据检测结果进行相应的标定,以方便用户选择和使用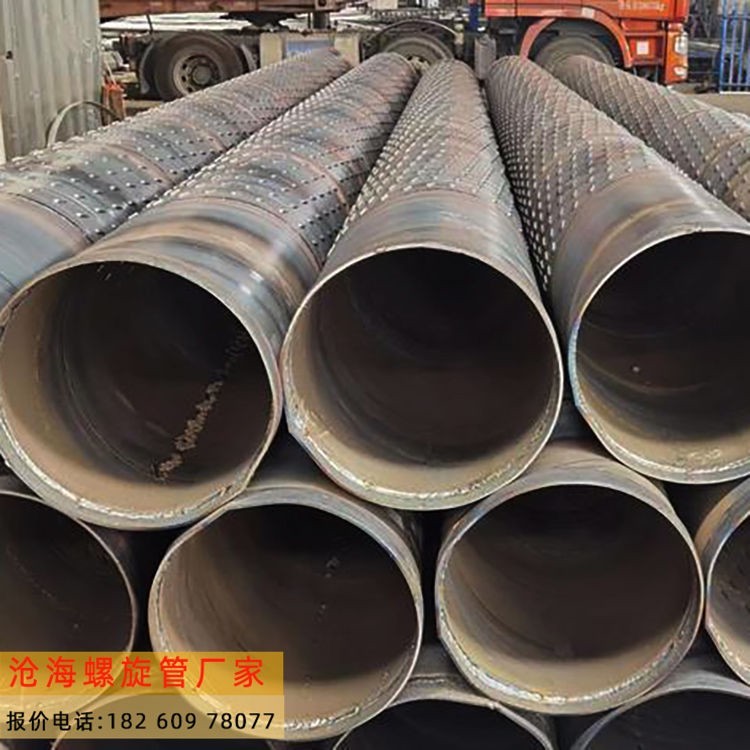
螺旋钢管的制造起始于带钢卷材,通过的双丝双面埋弧焊接技术,被精心塑造为螺旋形态的钢管,这一过程伴随着温控挤压以优化成型效果。此焊接技术确保了焊缝对接,显著降低了边缘错位、焊接偏差及熔深不足等问题的发生概率,提升了焊接质量的可控性与一致性。
其详尽的制造流程如下:
1. **开卷与初步检测**:钢板卷材展开后随即进入生产线,首入的是全面的超声波检测环节,对钢板进行初次质量把关。
2. **平整与边缘处理**:通过压平机消除钢板原有的卷曲状态,随后借助铣边机对钢板两侧进行精细修整,确保边缘平直、宽度适宜,并形成的焊接坡口轮廓。
3. **螺旋卷制**:在连续的生产线上,钢板被逐步卷曲成螺旋管形状,沿其外缘优雅地螺旋上升。
4. **精密焊接与检测**:在钢管成型前,运用自动化埋弧焊接技术进行焊接。这一阶段,系统会对即将焊接的接缝进行连续的在线超声波检测,以确保无遗漏的焊缝质量监控。一旦发现缺陷,系统即刻发出警报并标记,操作员可根据反馈迅速调整工艺参数,即时排除问题。
5. **管端精细化处理**:后,对钢管两端进行精密加工,严格控制端面平整度、槽角及钝边的度,确保所有细节均符合高标准要求。
历经这一系列严谨而精细的步骤,的螺旋钢管终得以呈现在众人眼前,展现了现代制造业的技艺与严格质量控制。