长治冷风机胀管机厂家供应
-
面议
及时发货
交易保障
卖家承担邮费
当管板超过100mm的换热器无法实现全厚度胀接,且实际胀管率、拉脱力和密封压力等指标无直接关联,操作者主要根据经验来确定胀接紧度,胀接质量受人为因素影响比较大。且胀接时所用的润滑介质会渗入管子与管板的间隙之中,对后续的焊接质量产生不利影响。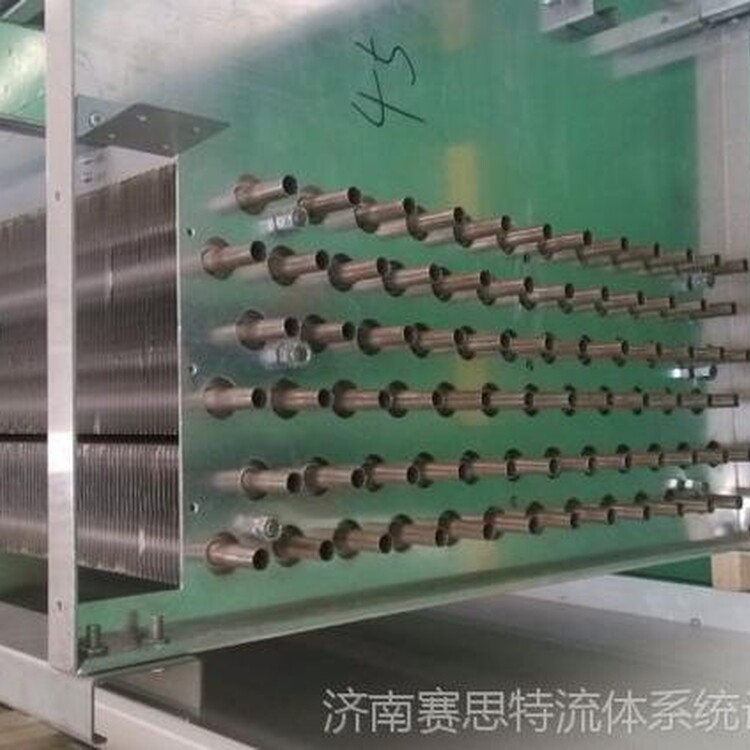
操作步骤:
一、打开加水高压阀开关(开到大)
二、打开控制电源按钮开关
三、打开油泵启动按钮开关(如设备油泵启动开关无法正常运行,请检查外接航空插座火线连接的是否正确,建议把L1、L2、L3三条火线中的任意两条互调后再试。)
四、按下升压按钮开关待机5-10秒
五、按下降压开关按钮,放置5-6分钟
六、把第四、第五步骤重复1-3次(此步骤是为油缸和高压软管中排气、加水)
七、按下油泵启动按钮,关闭加水高压阀(一定要旋紧到位)
八、把胀头插入准备胀接的管板中
九、开启油泵启动按钮,通过降压阀手柄把降压表压力调至1-1.5mpa的位置
十、在plc触屏中设置目标胀接压力值,按下升压开关,观察plc上实际胀力值的变化,通过升压阀旋钮手柄进行调节实际压力值,使实际压力值高出目标压力值1-2mpa(调节到位的表现为:设备实际压力值到达目标压力值后会立马自动泄压)
十一、以上步骤完成后就可以通过胀管手枪上的开关进行胀管作业工作了。
十二、如需要保压,可以通过plc触屏设置1-50秒任选
在胀管的时候因为胀管器的不断扩张,胀管机所提供的转距会慢慢变大,胀管机的电机电流因此也增大,经过数字控制仪对电流的采样,放大模数转换,数字显示实际时的工作电流,经比较器与预先设定的胀管值比较,到达设定值时控制仪控制电机自动停转。经延时电路的延时间隔,控制仪又自动驱动胀管机逆时针反转,使胀管器开始松开。待松开时间到达与之预先设定的退出时间时,控制仪断开胀管机电机电源,胀管机停转,从而完成一个胀管过程。
胀管机的工作原理是电动胀管机在带动塞入管孔的胀管器顺时针旋转的时候因为胀管器的胀珠和管子间会产生旋转角,让胀管器在旋转的时候顺着管子的轴线向前,由于胀管器前面细后面粗,所以胀珠的滚动会使管子慢慢胀开,和管板孔壁紧密相接。在胀管的时候因为胀管器的不断扩张,胀管机所提供的转距会慢慢变大,胀管机的电机电流因此也增大,经过数字控制仪对电流的采样,放大模数转换,数字显示实际时的工作电流,经比较器与预先设定的胀管值比较,到达设定值时控制仪控制电机自动停转。经延时电路的延时间隔,控制仪又自动驱动胀管机逆时针反转,使胀管器开始松开。待松开时间到达与之预先设定的退出时间时,控制仪断开胀管机电机电源,胀管机停转,从而完成一个胀管过程。
液压胀管机怎么调节扭矩?铜管扭矩设bai置参考数据:直径du10 基准设定zhi值2.5~2.6;直径12 基准设定值2.8~dao3.0;直径16 基准设定值3.4~3.5;直径19 基准设定值4.0~4.5。
机械胀接是国内外目前为常用的方法。机械胀管的工具有电动、气动、手动等区别。该方法除了具有劳动强度高和工作效率低、损伤管子等缺点外,还难以对管板厚度超过100毫米以上的换热器实行全厚度胀接。而现代化工装置都在高参数下运行,换热器的管板厚度越来越厚,管板厚度超过200毫米的换热器已不鲜见,用传统的机械胀接技术已无法对这种厚管板换热器进行全厚度胀接,使得换热管和管板之间的间隙难以消除,留下间隙腐蚀的隐患。
胀管器的使用方法:
直筒、翻边、深孔、轴承式四种胀管器须先把胀壳退至胀杆小头,然后将胀管器伸入管内,接着推进胀杆,使胀杆、胀珠、管子内壁都相互贴紧后用棘轮扳手或
胀管机带动胀杆作顺时针方向旋转,胀杆则自动向前推进,胀珠则反向旋转,在管子内壁进行碾压,迫使管壁金属延展管径增大,直至达到胀接要求为止,退出时,只需将胀杆做逆时针旋转,胀杆就会自动退出,松后便可以从管内取出。
在液压胀管机的胀接处理中,步骤简单易行,将管板与管子相互组合,安装好以后就可以把胀头在管控中安插,并启动按钮,促使是、该机器自动实现加压-保压-卸压整个工序。而且,在整个工序中可以很好的胀接接头的卫生, 并不会产生任何污染物质,这样一来就能管口的卫生清洁,直接进行焊接加工即可。
小型手提式胀管机的的主要优势有以下几点。
1.它采用的是卧式布置,主要组成部分是由胀接头、扩口器、液压站、电气控制箱、龙门架、平衡器六大部份组成。
2.小型手提式胀管机扩口器它由液压缸与扩口弹性套等部件组成,油缸推动圆锥杆、扩口弹性套进行扩口,为胀管作准备。
3.小型手提式胀管机的龙门架与平衡架采用的是悬挂胀接头,在使用的时候能够轻松的上下、左右移动,确保胀管顺利进行。
4.它的液压站主要是油箱、油泵、电磁换向阀、油泵电机和其他的液压附件进行组成,为胀接头与扩口器来提供液压动力。