定制摇摆头五轴加工中心加工
-
面议
及时发货
交易保障
卖家承担邮费
五轴联动数控机床的优势
可一次性完成零件的五面加工,减小重复装夹次数,提高加工精度,节约时间。
对于复杂零件多次装夹需要重新寻找基准坐标,会影响加工的定位精度。用五轴联动机床一次定位后能完成全部加工。并高精完成复杂零件的一次加工。
可完成空间曲面的加工,减小对设计、加工工艺的限制,提高产品的整体性能。
特别是对叶轮等复杂曲面,由于三轴设备会与零件干涉。而使用五轴联动机床就能很好的避免。
利用刀轴可控性,让的侧刃切削,提率及表面质量,延长了寿命。
五轴机床可以灵活的调整与工件的角度,五轴机床可以采用侧刃切削,加工效率更高。同时减少的磨损。
在模加工中可对深腔,深槽进行加工,节约加工成本具。
缩短新产品研发周期。
对于试制的零件不适合大批量分工艺批量加工,用五轴机床能大幅缩短产品试制时画的时间。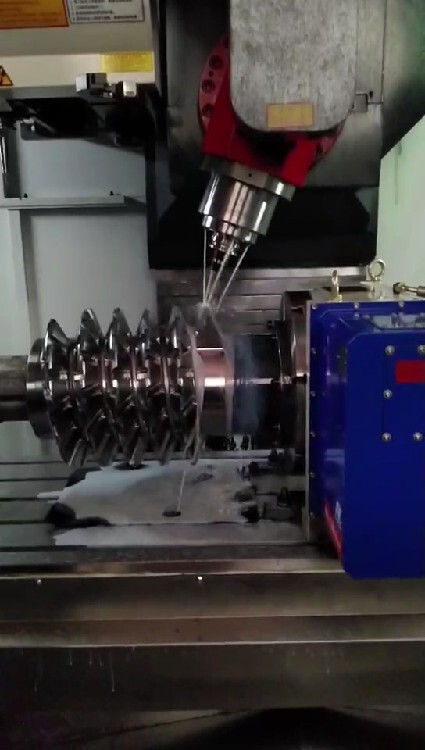
五轴联动加工中心适合加工复杂、工序多、要求高、需要多种类型的普通机床和众多夹具,且经多次装夹和调整才能完成加工的零件。
箱体类零件
箱体类零件一般都需要进行多工位孔隙及平面加工,公差要求较高,特别是形位公差要求较为严格,通常需要经过铣、钻、扩、镗、铰、攻丝等工序,需要较多,在普通机床上加工难度大,需多次装夹、找正,加工精度难以。加工箱体类零件时需要工作台多次旋转加工水平方向四个面,用卧式加工中心合适。
复杂曲面
复杂曲面在机械制造业,特别是航空航天工业中占有重要的地位。复杂曲面采用普通机加工方法是难以甚至无法完成。复杂曲面零件如:各种叶轮、球面、各种曲面成型磨具、螺旋桨以及水下航行器的推进器、以及一些其他形状的自由曲面。这类零件用五轴加工中心为合适。铣刀作包络面来逼近球面。复杂曲面用加工中心加工时,编程工作量较大,大多数要
异形件
异形件是外形不规则的零件,大都需要点、线、面多工位混合加工。异形件的刚性一般较差,夹压变形难以控制,加工精度也难以,甚至某些零件的有的加工部位用普通机床难以完成。用加工中心加工时应采用合理的工艺措施,一次或二次装夹,利用加工中心多工位点、线、面混合加工的特点,完成多道工序或全部的工序内容。
有自动编程技术。
盘套板类零件
带有键槽,或径向孔,或端面有分布的孔系,曲面的盘套或轴类零件,如带法兰的轴套,带键槽或方头的轴类零件等,还有具有较多孔加工的板类零件,如各种电机盖等。端面有分布孔系、曲面的盘类零件宜选择立式加工中心,有径向孔的可选卧式加工中心。
加工
在熟练掌握了加工中心的功能之后,配合一定的工装和工具,利用加工中心可完成一些的工艺工作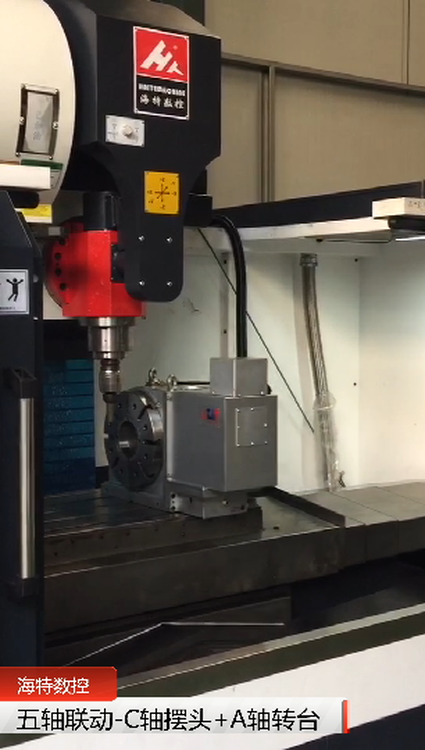
真正的五轴加工中心是具备刀点跟随-RPTC功能,此技术可以更好的完成五轴联动加工。对于具有RTCP功能的五轴加工中心来说,可以保持刀具中心始终在被编程的位置上。在这种情况下,沿着整个路径运动过程中可对刀具方向进行优化,同时进行刀具直线运动。这样,在整个路径上都可保持佳切削状态。当您在五轴加工中心上编程时,不用担心机床运动和刀具长度,您所需要考虑的只是刀具和工件之间的相对运动。余下的工作控制系统将为您完成。