所以管道铁皮的保温外护也由此而来,再加上能够,无死角的进行覆盖,即使外部出现猛烈的撞击,内部的管道和设备也很难遭受到致命的打击,在运行过程当中的顺畅度,也能够设备和管道在运行过程当中的安全性,得到了人们的强烈欢迎。
目前,聚氨酯保温管作为一种新型介质运输数据,已在国内生长。它经常可以在煤油运输、集中供热、市政管道等方面看到。们知道,目前在国内分娩的材料分为钢管、保温层和保护外壳。那么,这个计划的每个部分的目的是什么。
第二,保温层和保护层。保温层是指一次性将保温液注入其内侧,如聚氨酯原液。有时我们称之为管道发泡。保温层是指在保温管壁上预制一些聚数据,以防止其受到其他金属或硬物的冲击而损坏。同时,保温管具有良好的防腐防水效果
根据各部位设计的保温厚度焊接保温钩钉和外护板生根件,保温钉焊接要求垂直作业面,焊接牢固、保温钉错列布设挂线确定焊接位置,保温钩钉每平方米不得少于10个。
外护板支撑角钢( 30x30x3 mm )上下间距为1000mm左右,左右方向间距为600mm左右,要求双面焊接牢固,垂直部件和外护板,外护板连接角钢与支撑角钢间焊接牢固,焊肉≤5mm外护板生根骨架要准确,垂直、平整、水平要求误差+5mm ;用弯尺和线坠、水平尺等检验。
保温施工中层间错缝、压缝,错缝距离s150mm ,拼缝应严密平整,无露缝现象,尤其交角部位的保温更应错好缝,相互搭接;加强筋、人孔们、平台、等处的保温层按该原则处理好,错缝压缝合理,不能影响]的开启和设备管道弯头加工成虾米弯形式,阀门]制成-保温盒,既美观又拆卸方便。外护固定采用抽芯铝铆钉,间距200mm左右。安装好的金属外护层要做到牢固、美观、防水。根据尺寸对铝皮下料;用滚圆机将下料后的铝皮滚成圆筒状;用压边机对铝皮的环缝搭接处的一-侧压成凸筋边,另- -侧压成凹槽;将加工好的铝皮套在已安装保温筒的弯头上,用st4 10的自攻螺钉将纵缝搭接处固定,自攻螺钉连接处的两层铝皮全部固定。间距为250~300mm,盼布均匀;保温管,保温施工,模块保温要求弯头保护层的环缝凸、凹筋相互搭接;已安装铝皮保护层的弯头应达到以下要求:弯头保护层紧贴保温层、无缝隙;保护层铝皮的纵缝搭接余量为30-50mm ;压成凸筋的一边在外紧扣并与凹槽无间隙;用保温管壳进行施工时,使用符合设计要求的保温管壳,用镀锌铁丝将其捆扎在管道上,每一块保温管壳都应有两道双股镀锌铁丝来加以捆扎,拧紧后的铁丝头要随手嵌入到保温材料的缝隙中的。

需要现场加工的外护板要求准确,先用记号笔放线,确定无误后再用切割机切割,要求误差+3mm ,外表美观,外护板板间铆固用φ5x 14抽芯铆钉铆固,板与连接角钢间连接用自攻自钻螺钉ST5.5x25铆固,铆钉间距250mm ,要求吊线、放线铆钉位置,间距误差+2mm。电钻钻孔,垂直作业面,并在打孔前确定好位置,防止滑动破坏护板面层。
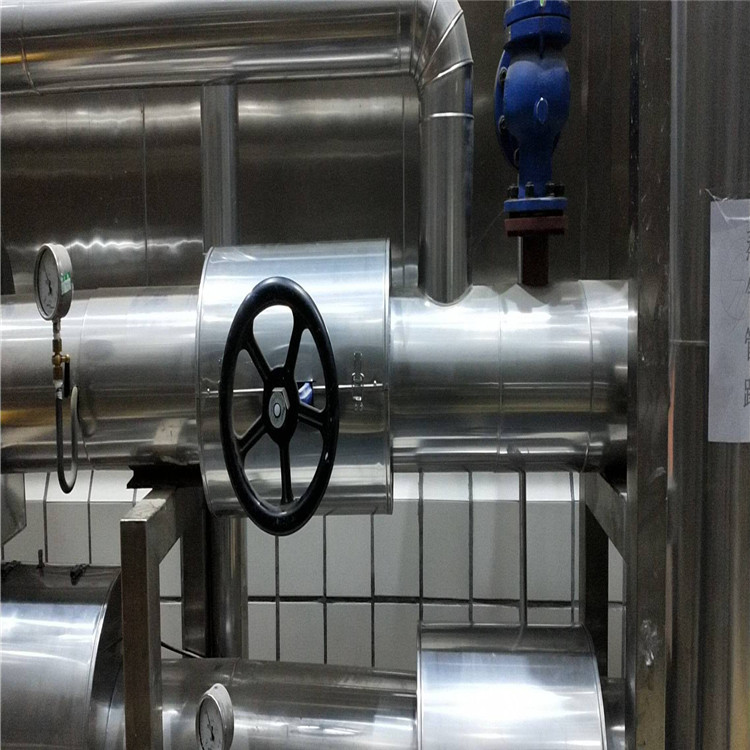
铝皮保温是一种常见的工艺,用于设备保温和管道保温。具体来说,它是指在保温材料外加一层铝皮,以带来更好的保温效果。一般来说,需要铝皮保温的设备和管道需要很高的操作温度。在保温材料的外部覆盖铝皮可以大大减少热损失,减少外部低温对热量成本的损失,带来的经济效益。 管道保温施工铝皮
那么,铝皮绝缘的具体生产过程是什么呢?在生产过程中,我们应该使用铝皮边缘机切割压力边缘,然后用胶水将铝皮和防水硅酸盐绝缘板粘在一起,然后用绝缘泥密封。然后用纤维布包裹,涂上防水涂层,然后安装铝箔板。
尽管施工过程看起来比较简单,但是在操作过程中,我们仍然要注意以下几点:
(1)为了确保铝皮紧贴防潮层和保温层,如果接缝泄漏,铝皮保温将失去其作用,但由于高温,铝皮会受到潮湿。
(2)需要注意的是,在安装咬接时,硬质保温产品的金属保护层不应损坏内部的防潮层和保温层。
所有连接角板,加工制作根据实际位置好尺后进行,防止材料浪费和与实际不符,影响安装质量和外表I艺,外护板安装做到上搭下、侧压底,防水、防风,安装外护板时挂线、吊线进行,水平和垂直,防止护板倾斜影响外观质量,所有人孔门四周按图用防雨框进行防水处理。外护板在加工、运输、安装过程中,要轻拿轻放,防止变形、划伤,影响外观质量,用软绳绑扎吊装,防止捆扎磨损。