四川热门焊接弯头结构
-
面议
及时发货
交易保障
卖家承担邮费
焊接弯头的外表,作为焊接弯头的外表来说,那么我们说一下焊接弯头的外表吧。 焊接弯头的外表都是固定的,当然,一般焊接弯头的外表都是根据钢管的不同而进行选择焊接弯头的不同知识,所以来说,为了保障焊接弯头的外表,通常钢管进来以后,如果没有被院子之中的雨水冲洗过,那么焊接弯头经过高温的推制,一般焊接弯头的外表都是出现了蓝色,当然, 如果被雨水冲洗过,我们在进行经过高温进行加热,所加热出来的焊接弯头的表面颜色都是红色的。但是整体来说,我们钢管不被雨水冲洗是很难的,因为就是夏天院子之中被雨水有雾水冲洗过以后,那么所推制出来的焊接弯头的表面也是红色的。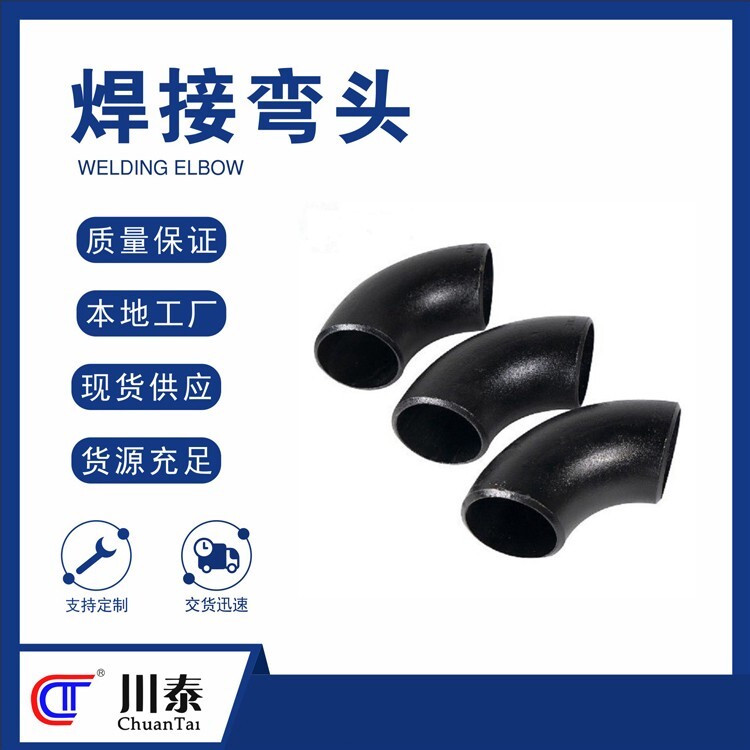
需要再说明的是切断,要求一定采用切管机,再有锯床,大一些的规格就采用火焰切割。无论采用什么方法,一定要管端平直、无毛刺、定尺准确。否则,在推制过程中,管端容易破裂。推制这方面的技术问题,在于工具设计。若设计的好,推出来的型比较正,基本符合要求。有的废品较多,主要是由于工具问题。设计主要是凭经验。还需要有经验的工人不断修磨,才能投入正常使用。工具很重要。另外,推制都采用液压的推制方法。液压推制速度可调。大弯头与小弯头的推制速度是不同的,加热速度也不相同。另外用液压推制的变形也比较平稳。机械推制的方法已经不很多了,加热也比较重要。老式的加热采用煤气炉,把管子加热,都改用中频加热。约在70年代以后我国的这种加热方式才过关。这种方法温度比较好控制,加热也比较均匀。通过调节线圈的个数来控制加热温度。若是烧咀,就不太好控制。另外推制前要预热。芯棒预热后再固定管子。中频加热技术的采用对弯头生产是很大的进步,产量、质量都有很大提高。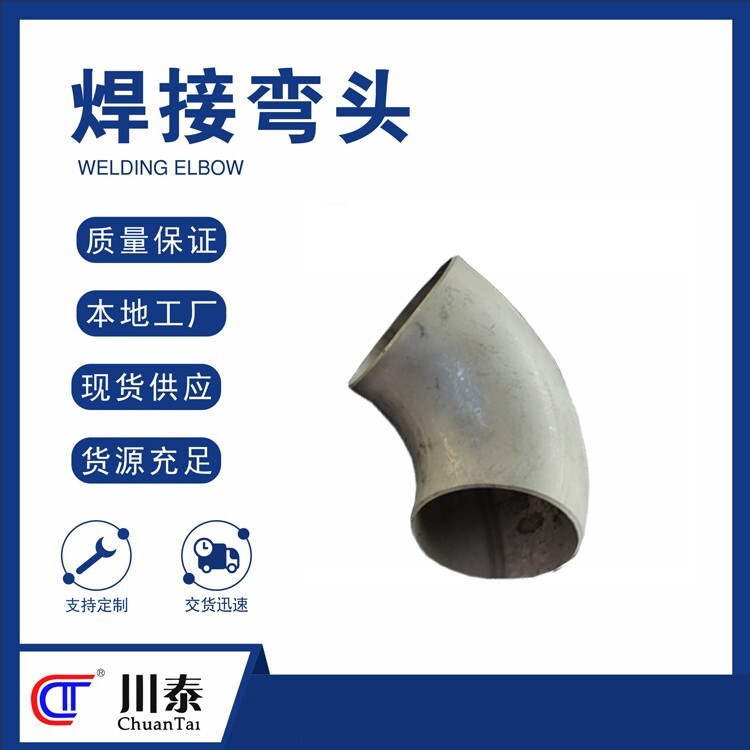
挤压弯头使用的弯头成型机,将管坯放入模具中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,所以冷挤压生产制造工艺适用于薄壁不锈钢弯头的生产制造,这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。
对焊弯头生产制造工艺一般大口径弯头使用对焊生产工艺,把钢板在卷成弯头的形状,然后再进行焊接,焊接后然后在给弯头拍片,大口径弯头,一般采用对焊弯头,对焊弯头外观不如其他生产制造工艺漂亮,但是dn800以上的弯头其他工艺就生产制造不了,就要采用对焊弯头生产工艺。