红土镍矿链板给料机重型鳞板熟料链板秤板链进料机厂家
-
¥3000.00
及时发货
交易保障
卖家承担邮费
板式给料机的输送角度完全符合用户的生产要求
无需教育客服回访,用户打电话过来道谢,生产中并没有感觉自己的设备多么稳定,收益多么增高,但与同行业选购的设备相对比之后,可谓“天壤之别”,教育为其配置的整套方案,价位属于中等,重要的生产稳定,可持续生产近20个小时,易损件耐磨度高,更换周期长,为用户省心不少,输送,很受客户喜爱。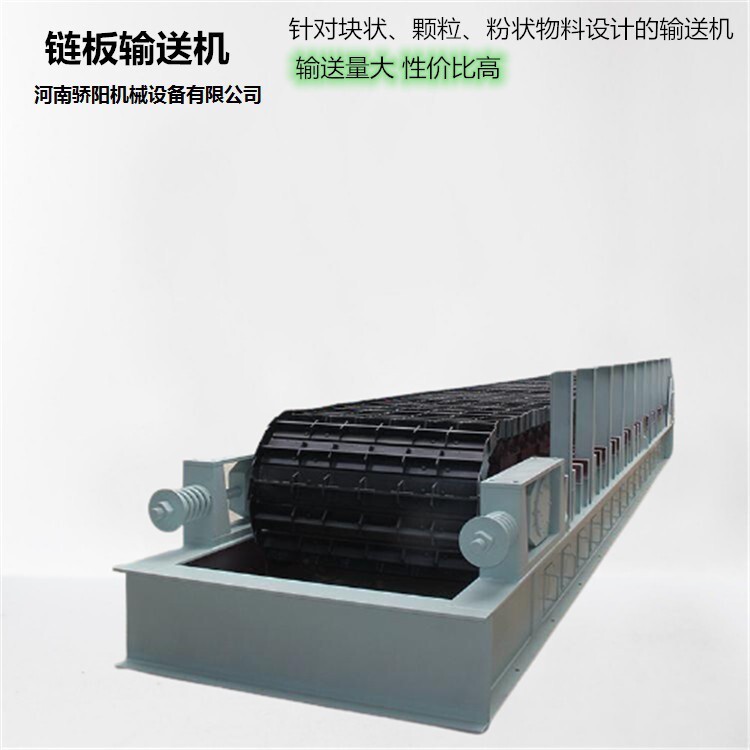
板式给料机成熟操控技术:舒适的车载操控室,有PLC操控系统,触屏显示器,详细显示生产数据,设备状况,语音安全操作提示,提高生产安全性,更加可靠稳定,不怕任何突发状况。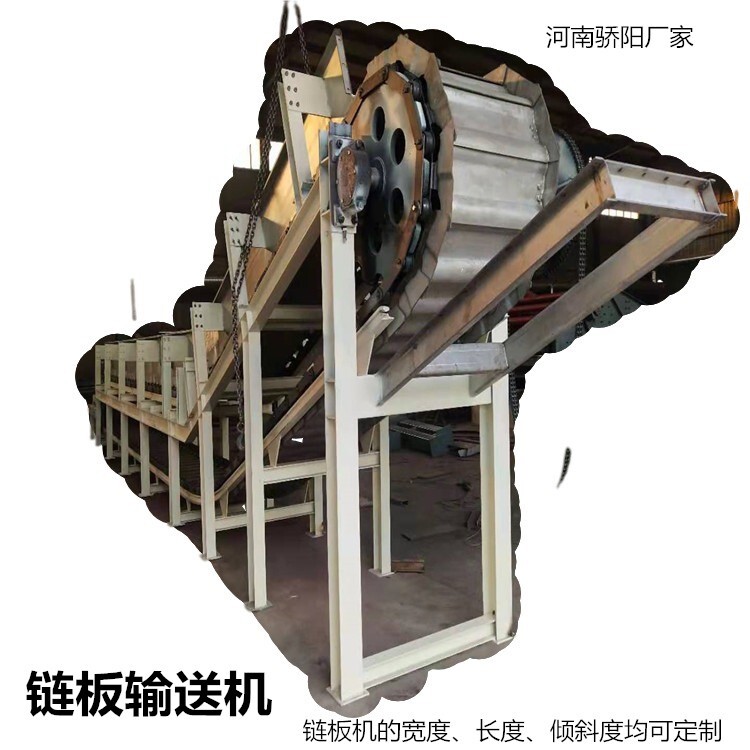
链板给料机按传动方式分:
a) 链板给料机右传动:传动装置在物料运行方向右侧;
b) 链板给料机左传动:传动装置在物料运行方向左侧:
c) 链板给料机双传动。
链板给料机按给料速度变化方式分:
a)定速式; b)调速式。
链板给料机中心距应按以下系列选取,其偏差不超过链板一个节距:
4.0,50,6.3,80,10,12.5,14,16,18,20m
链板给料机可根据技术协议允许制造其它中心距。给料速度应按国标选取,其偏差不得超过±10%
链板给料机的工作主要通过链轮转动,使链条作连续的移动,以达到输送物料的目的。其传动系统如下:调整电机-弹性联轴器(或直联)--→减速机-→十字滑块联轴器-→开式齿轮-→主动链轮-链板-→被动链轮轴。
板式给料机制作工艺
料槽采用整体放样下料,在3000T油压机上一次模压成形,使每个槽板形状一致,并且组对及钻孔在组合模具上一次性完成,完全达到了图纸要求。另外,由于U形轴座易于歪扭变形,将U形改为“□”形,铣加工(与料槽)接合面后,在模具上一次性组装及焊接。为达到图纸要求,避免因轴座孔相对位置精度达不到要求,造成机子跑偏,甚至脱轨,终仍须对轴座进行镗孔加工。同时为控制料槽变形,在制造过程中,加有工艺支撑筋,在运输中采用集装箱包装方法。
板式给料机结构材料要求
①热轧型钢件应符合GB/T 706规定。
②碳素结构钢件应符合GB/T 699规定。
③普通碳素结构钢件应符合GB/T 700规定。
④灰铸铁件应符合GB/T 9439和JB/T 5000.4规定。
⑤切削加工件应符合JB/T 5000.9规定。
⑥焊接件应符合GB/T 12467.1、GB/T 12467.2和JB/T 5000.3规定。
板式给料机整机性能介绍