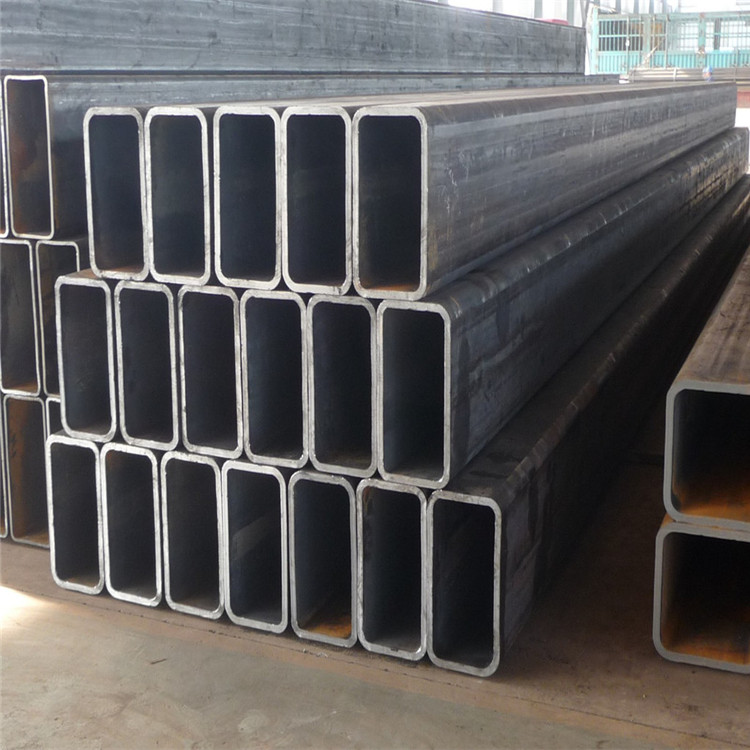
嘉兴Q345D小口径方管厂沣泽源75x75x5无缝方矩管
-
≥50吨¥4150.00
-
1-50吨¥4150.00
及时发货
交易保障
卖家承担邮费
嘉兴Q345D小口径方管厂 沣泽源 75x75x5无缝方矩管
无锡沣泽源金属材料有限公司主要生产销售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管等各种方管。是北方一家大型的方管及异型管生产企业。800×800×30mm大型冷弯空心型钢生产线两条,1600mm纵剪生产线五条。其中F200采用的直接成方、矩技术,可生产方管30×30mm-800×800mm;矩管20×40-800×1200mm;壁厚1.5-30mm,年产量40万吨。

用途编辑由于镀锌方管是在方管上进行了镀锌的处理,所以使得镀锌方管的应用范围较方管有了很大的拓展。其主要用于幕墙,建筑,机械制造,钢铁建设项目,造船,太阳能发电支架,钢结构工程,电力工程,电厂,农业和化学机械,玻璃幕墙,汽车底盘,机场等。特性编辑镀锌其防护作用更强,抗腐蚀能力强。整个结构由锌,形成致密的四元结晶体,此结晶体在钢板上形成一层屏障,因而有效的防止腐蚀因子穿透。耐腐蚀性来自锌的障碍层保护功能强。当锌在切边、刮痕及镀层擦伤部份作牺牲保护时,锌便形成不能溶解的氧化物层,发挥屏障保护功能[1]。
应用于管道分质供水管网循环菌技术的基本要求是:瞬间菌能力强、有一定的持续菌能力、不影响水立即饮用时的口感、操作简单、维护方便。传统的消毒方法有:加氯消毒、紫外消毒和臭氧消毒。加氯、消毒广泛使用在自来水厂的水处理工艺中,虽然具有持续菌能力,但严重的漂气味使得用户难以接受,而且实地操作不安全。紫外消毒虽具有瞬间菌效果,但无持续菌能力。臭氧的氧化性强,在管道内可能会与净水中的微量元素和矿物质发生化学反应,生成沉淀或胶体物质;同时,管道分质供水不同于桶装水,刚刚消毒过的水也可能会马上被饮用,而刚刚加进去的臭氧会影响水的口感,使人生厌,因此臭氧菌亦有一定的局限性。
无锡沣泽源金属材料有限公司所售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管产品均执行标准,适用于工程、煤矿、纺织、电力、锅炉、机械、等各个领域。公司始终坚持以市场为导向,以客户为中心,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断发展壮大。公司同时与宝钢、武钢、山钢、鞍钢、莱钢、马钢、新兴铸管、邯钢、新钢、嘉吉、JFE、DUFERCO等各大钢铁企业建立了良好的合作关系。亦是国内各大钢厂合作联营。
低压流体输送用镀锌焊接方管(GB/T3091-1993)也称镀锌电焊方管,俗称白管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)方管。方管接壁厚分为普通镀锌方管和加厚镀锌方管;接管端形式分为不带螺纹镀锌方管和带螺纹镀锌方管。普通碳素钢电线套管(GB3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的方管。
在焙烧设备中球团堆成一定厚度的床层。生球要有足够的抗压和抗落下冲击的强度。经过抗压和落下试验。抗压强度的测定:通常取1~2个生球,用弹簧称或天平,测定其压裂的公斤数,并取其平均值及标准偏差。抗冲击强度的测定:取生球1个,自.5米高处自由落在钢板或橡胶板上,返复跌落,直至裂纹或溃破。累计每个球的不破落下次数,取平均值及标准偏差。利用球团开始爆裂的温度表示生球的热稳定性。一般不应低于3℃。
无锡沣泽源金属材料有限公司经过几年的不懈努力,已发展成为同行业中具实力的集生产加工、物流配送、销售于一体的钢贸企业。公司以钢铁配送为主,主要生产兼销售方管、方矩管、矩形管、无锡沣泽源金属材料有限公司、邱庄方管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管、经营销售型钢、钢板等钢结构材料和机械、建筑用钢。公司钢材产品规格,质量稳定,价格合理。公司以“薄利多销”为方针、“诚实守信、顾客至上”为服务宗旨。弘扬“以人为本”的企业文化,与时俱进,获得了优良业绩。
嘉兴Q345D小口径方管厂 沣泽源 75x75x5无缝方矩管
它只用少量的废木柴,而基本保持了填柴法的优点。目前使用较多的是1/2或1/3填柴法和填焦法。1怎样安排开炉料的装入位置?答:安排开炉料装入位置的原则是前面轻,后面紧跟,有利于加热炉缸。为此要确定批正常料的位置,一般是在炉腰或炉身下部,小高炉要偏高一些。批正常料以下所加净焦和空焦量占全部净焦空焦的比例,随炉缸填充方法不同而不同。用架木法或填柴法填充炉缸时,批正常料以下的净焦、空焦量为全部净焦空焦量的65%左右;1/2或1/3填柴法为75%左右;填焦法则需85%以上。