塑料线材注塑机培训,啤机
-
¥8300.00
及时发货
交易保障
卖家承担邮费
立式注塑机是一个机械设备。通常由注射系统、合模系统、液压传达动系统、电气控制系统、润滑系统、加热及冷却系统、安全监测系统等组成。
注射系统是注塑机主要的组成部分之一,一般有柱塞式、螺杆式、螺杆预塑柱塞注射式3种主要形式。应用广泛的是螺杆式。其作用是,在注塑料机的一个循环中,能在规定的时间内将一定数量的塑料加热塑化后,在一定的压力和速度下,通过螺杆将熔融塑料注入模具型腔中。
液压系统液压传动系统的作用是实现注塑机按工艺过程所要求的各种动作提供动力,并满足注塑机各部分所需压力、速度、温度等的要求。它主要由各自种液压元件和液压辅助元件所组成,其中油泵和电机是注塑机的动力来源。各种阀控制油液压力和流量,从而满足注射成型工艺各项要求。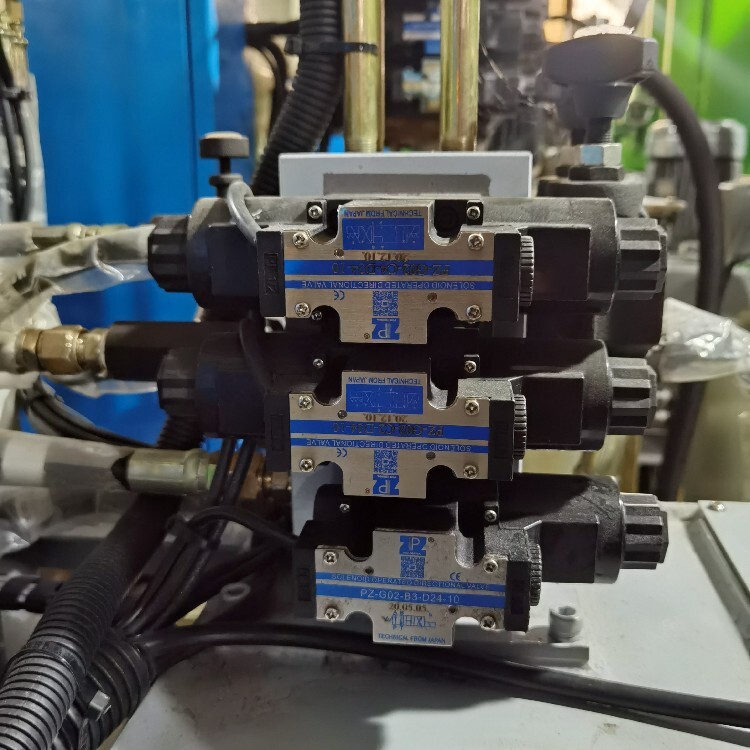
加热/冷却系统加热系统是用来加热料筒及注射喷嘴的,注塑机料筒一般采用电热圈作为加热装置,安装在料筒的外部,并用热电偶分段检测。热量通过筒壁导热为物料塑化提供热源;冷却系统主要是用来冷却油温,油温过高会引起多种故障出现所以油温加以控制。另一处需要冷却的位置在料管下料口附近,防止原料在下料口熔化,导致原料不能正常下料。
不锁模处理方法:
1):检查安全门前行程开关,并修复。
2):检查电箱内24V5A电源,换保险及电源盒。
3):检查阀芯是否卡住,清洗阀芯。
4):检查I/O板是否有输出,电磁阀是否带电。
5):检查液压安全开关是否压合,机械锁杆挡板是否打开。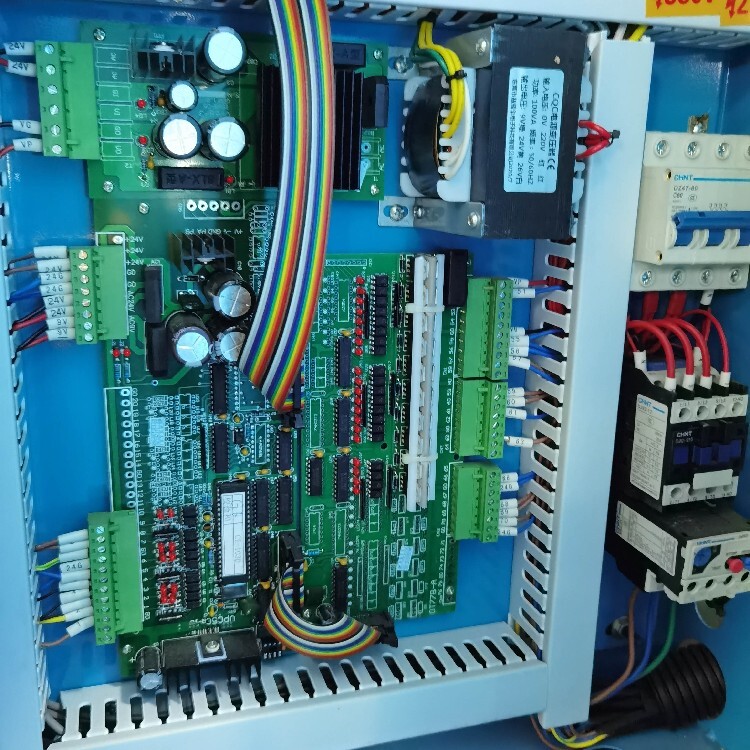
开合模机绞响处理方法:
1):检查润滑油管是否断开,若是的话,重新接好油管。
2):润滑油油量小,加大润滑油量,建议50模打油一次或用手动加足润滑油。
3):锁模力大,检查模具是否需大锁模力,调低锁模力。
4):放大板电流调乱,检查电流参数是否符合验收标准,重新调整电流值。
5):平行度超差,用百分表检查头二板平行度是否大于验收标准;调平行度。
开锁模爬行处理方法:
1):二板导轨及哥林柱磨损大,检查二板导轨及哥林柱,更换二板铜套,哥林柱,加注润滑油。
2):开锁模速度压力调整不当,设定流量20,压力99时锁模二板不应爬行,调节流量比例阀孔,或先导阀孔,调整比例阀线性电流值。
3):管道及油缸中有空气,排气。