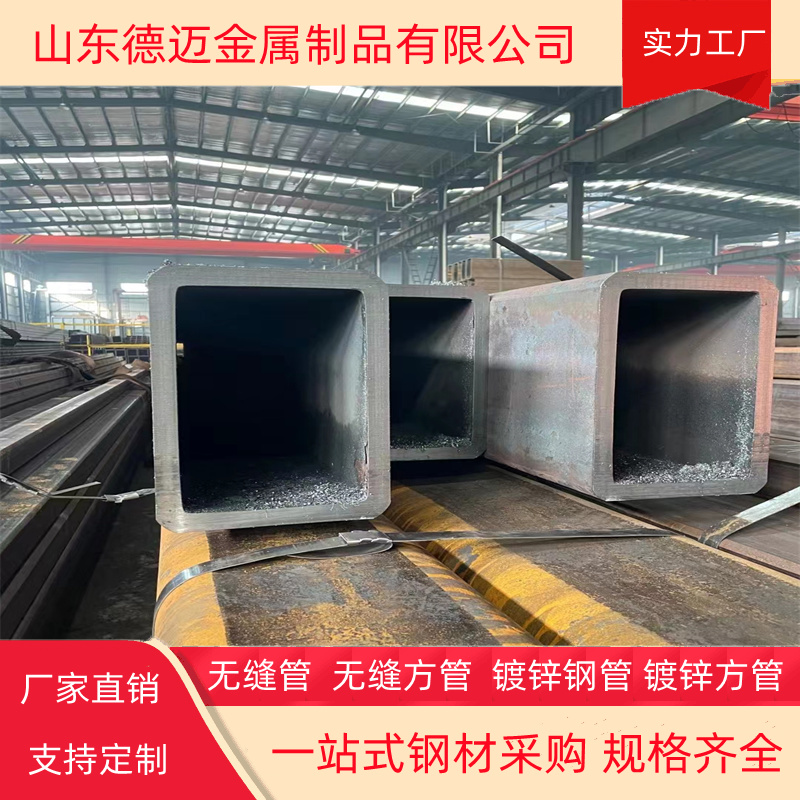
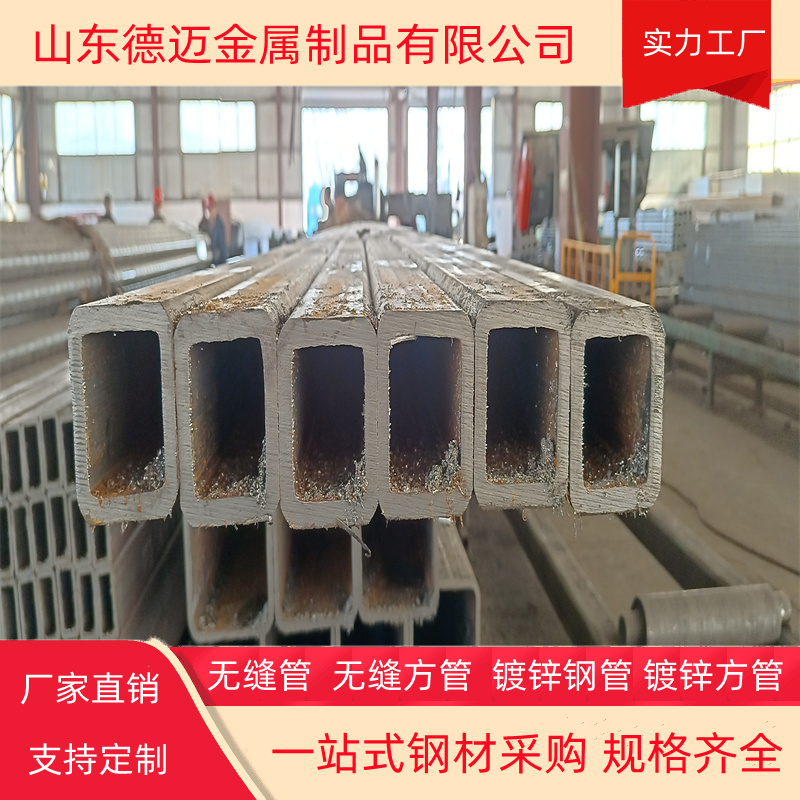
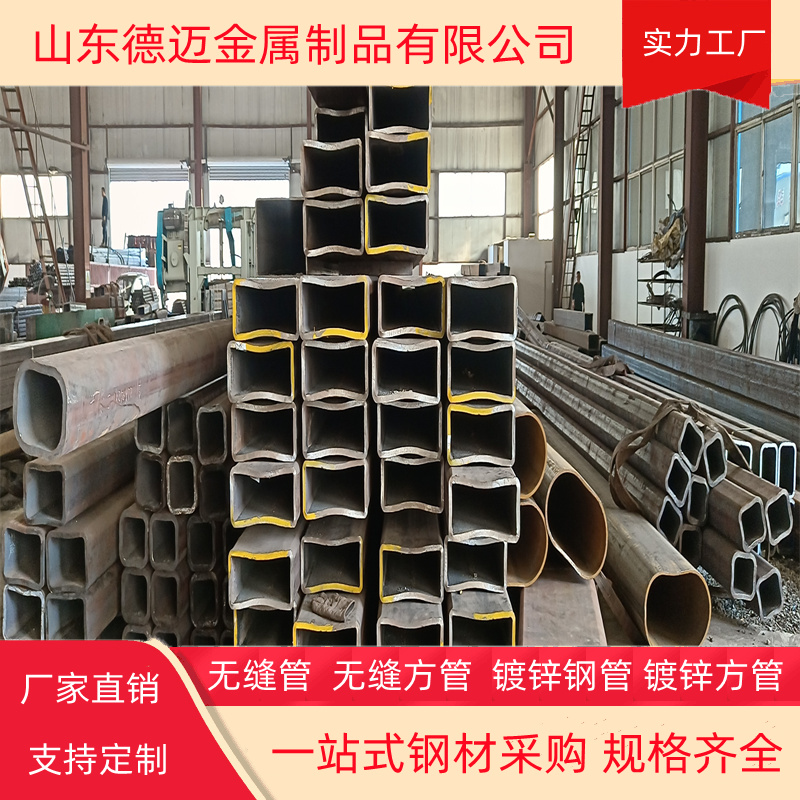
105*105方管140x140x12热镀锌矩形管一支起发
-
≥100吨¥3950.00
-
50-100吨¥3950.00
-
1-50吨¥4000.00
及时发货
交易保障
卖家承担邮费
105*105方管 140x140x12热镀锌矩形管 一支起发
山东德迈金属制品有限公司是集生产、加工、销售于一体的综合性钢管企业。主要经营无缝方管,无缝方矩管,q345b无缝方管,q345c无缝方管,q355b无缝方管,q355c无缝方管,q355d无缝方管,16mn无缝方管,q345b无缝方矩管,q345c无缝方矩管,q355b无缝方矩管,q355c无缝方矩管,q355d无缝方矩管,16mn无缝方矩管,所生产方管矩形管的规格具备了全尺寸:20*20---600*600的方管,20*30---400*800的矩管,厚度:0.6mm---28mm,规格达2800多种。
105*105方管 140x140x12热镀锌矩形管 一支起发1、由于镀锌方管是在焊接方管的基础上进行了热镀锌处理,因为镀锌方管其防护作用强于普通焊接方管,抗腐蚀能力强。可以说热镀锌方管整个结构由锌,形成致密的四元结晶体,此结晶体在钢板上形成一层屏障,因而有效的防止腐蚀因子穿透。耐腐蚀性来自锌层的障碍保护功能强。2、当锌在切边、刮痕及镀层擦伤部份作牺牲保护时,锌便形成不能溶解的氧化物层,发挥屏障保护功能。的性能使得镀锌方管的应用范围极其广阔,同时也促进了市场的拓展和需要。如:用于幕墙,建筑,机械制造,钢铁建设项目,造船,太阳能发电支架,钢结构工程,电力工程,电厂,农业和化学机械,玻璃幕墙,汽车底盘,机场等。不锈钢MIG焊要点及注意事项:采用平特性焊接电源,直流时采用反极性(焊丝接正极)。一般采用纯(纯度为99.99%)或Ar+2%O2,流量以2~25L/min为宜。电弧长度:不锈钢的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4~6mm的程度。防风:MIG焊接容易受到风的影响,有时微风而产生气孔,所以风速在.5mc以上的地方,都应当采取防风措施。防潮:室外焊接时,保护工件不受潮,以保持气体的保护效果。IG焊接:电弧在难熔的钨电焊丝和工件之间产生,一般使用的保护气体是纯,送入的焊丝不带电,既可以手送,也可以机械送,还有一些特定用途则不需要送入焊丝。被焊接的材料决定了是采用直流电还是交流电:采用直流电时,钨电焊丝设定为负极,因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”。TIG焊接法的主要优点是可以焊接大材料范围广,包括厚度在.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅。
GCr15SiMo的接触疲劳寿命L1和L5分别比GCr15SiMn提高73%和68%,在相同使用条件下,用G15SiMo钢制造的轴承的使用寿命是GCr15SiMo钢的两倍。近年来,我国还开发了能节约能源、节约资源和抗冲击的GCr4轴承钢。与GCr15相比,GCr4的冲击值提高了66%~14%,断裂韧性提高了67%,接触疲劳寿命L1提高了12%。GCr4钢轴承采用高温加热?表面淬火热处理工艺。
本公司为天津无缝钢管厂、包头钢管厂、成都钢管厂、无锡钢管厂、宝钢钢管厂等各大钢管厂的合作企业,授权的代理商;同时公司下设有方管厂和直缝焊管厂两个大型制管厂。方管厂生产各种方矩钢管:无缝方矩管,合金方矩管,不锈钢方矩管,非标无缝方矩管。品种、质优并可办理来料加工业务,各种花型、多边型品种可以订做,数量不限。同时铁管、护栏管、扶手管、暖气管、装修管、各种异型钢管可订做加工。
公司将严格企业管理,强化产品质量,的设备为客户生产的产品,的团队为客户做好的服务。本着信誉,薄利多销的原则,以的服务,灵活的经营模式开拓市场;在广大新老客户的大力协助支持下,不断发展壮大,已成为江苏较大型的无缝钢管生产经营公司。诚信是企业的生命,您的需要是我们的立业之本!
公司秉乘以质取胜.诚信服务.薄利多销之原则,经过两年经验积累,已逐步建立并完善了一整套销售及质量管理体系.

105*105方管 140x140x12热镀锌矩形管 一支起发生产标准分类方管按生产标准分:国标方管,日标方管,英制方管,美标方管,欧标方管,非标方管。345B镀锌方管是焊缝与镀锌管纵向平行的镀锌管。通常分为公制电焊镀锌管、电焊薄壁管、变压器冷却油管等等。生产工艺方管协会这样的报道直缝高频焊接镀锌管具有工艺相对简单,快速连续生产的特点,在民用建筑、石化、轻工等部门有广泛用途。多用于输送低压流体或做成各种工程构件及轻工产品。当壁厚和边长都以毫米为单位时,4x壁厚x(边长-壁厚)算出的是每米长度方管的体积,以立方厘米(cm3)为单位,再乘以铁的比重每立方厘米7.85克,得出即为每米方管以千克为单位的重量[1]。①矩形直管在进口线上进行制作,以确保方管制作精度及方管的密闭性。②矩形方管配件的下料应在进口机器上运用计算机软件全自动化完成,并由进口的钣金等离子切割机上完成自动等离子切割工序。
一套H型钢焊接设备,即可实现拼焊、点固、焊接、成型一体化。H型钢的成型焊接传统的钢结构生产模式,将组立的H型钢,固定于胎架船形位置,采用移动的单机头施焊。每焊一道要变换一次构件位置,焊接速度不超过.6~.m/分。博思格建筑系统(巴特勒)生产模式是将翼板腹板起始端简单点焊固定,送入的H钢焊接成型设备,采用双机头,φ.6mm双丝,高速焊剂,在液压、送给条件下焊接成型,速度高达.5~2.m/分。