陇南工字钢可当天提货
-
¥4000.00
及时发货
交易保障
卖家承担邮费
孔型占用辊身长度小,在辊身长度一定的条件下可多配孔型。 (2)斜轧孔型系统。这种孔型系统是指工字钢孔型的两个开口腿不同时处于腰部的同一侧,腰与水平轴线有一夹角。 (3)混合孔型系统。根据轧机和产品的特点,为充分发挥各自系统的优点,克服缺点,往往采用混合孔型系统,即两种以上系统的组合。如成品孔和成品前孔采用直腿斜轧孔型系统,其他孔型采用弯腿斜轧系统;或者粗轧孔采用直轧系统,后3~4个精轧孔采用直腿斜扎孔等。
(4)轧法。由于某种原因采用通常的轧制方法难以轧出要求的工字钢时,可采用轧法,充分利用不均匀变形和孔型设计的技巧。例如,当钢坯断面较窄而要求轧制较宽的工字钢时,可采用波浪式轧法;又如当坯料较宽而要求轧制较小号工字钢时,可采用负宽展轧制等。 工字型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主轴的惯性矩相差较大,故仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局
作为一个生产型公司,致力于给我们的客户提供的钣金产品。随着一些列自动化制造技术的投入使用,已经能够生产制造一些严格的设计要求。
近年来,公司已经投入批资金用于增强我们在制造领域的的生产能力,包括:
●激光切割系统
●数控冲床和折弯机器
●氩弧焊和电焊机
●液压剪板机
●攻丝和压卯机
●打磨工具等
我们有一支经过良好培训的生产与工程团队,同时可以熟练使用CAD、Solidworks 等绘图软件。
工厂已经通过ISO 9001:2008管理质量体系认证,所有产品均按照CE、NSFS和CSA的标准制造。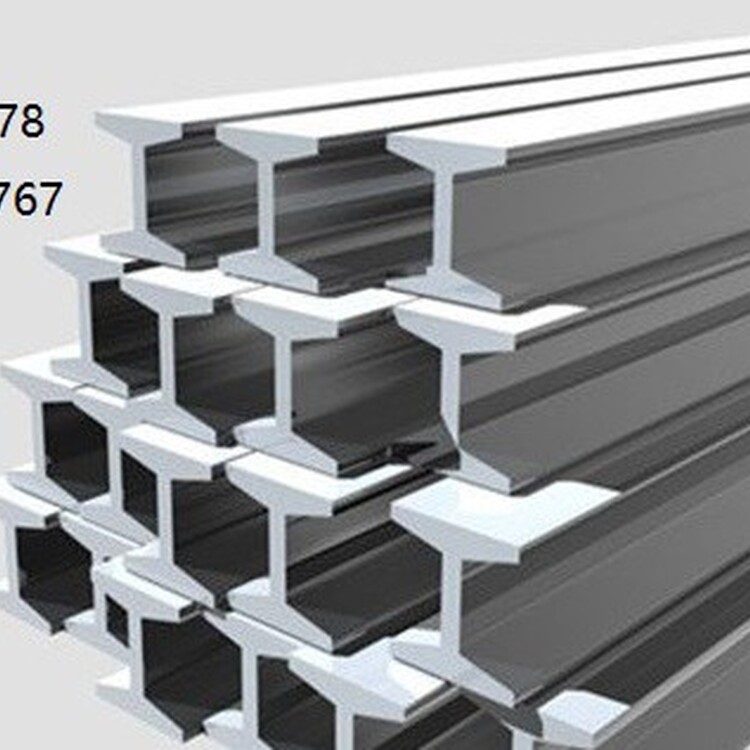
我们都知道经验与理论是分不开的,不锈钢钣金加工也不例外,今天小编主要为大家介绍一下不锈钢钣金加工的经验,想要了解的朋友一起跟随小编的介绍看看下面的文章吧。
不锈钢钣金加工的过程是理论与实践的结合,是将有关机械制造的基本工艺知识、基本工艺方法和基本工艺实践等有机结合起来的一道制作过程。在钣金加工的过程中,要注意以下方面:
在使用样本图纸时,展开方式要便于节省材料和加工的及时性;压铆、撕裂、冲凸点(包)等位置方向,要画出剖视图,便于加工的便利性,也更能直观地理解;要核对板厚、材质以及板厚公差等参数;角度,如折弯角内半径(一般R=0.5)要试折而定展开;如果有容易出错的地方,应该表明,以示提示;如果有尺寸较多、较复杂的地方,应该把此部分图放大;有需要烤漆或保护的,也应做好提示。
以上有关不锈钢钣金加工的介绍就到这里了,希望能给大家带来一些帮助,感谢大家的阅读,若有需求,欢迎与我们联系。
焊接工艺:
H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。普通工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的大轧制H型钢高度为800mm,超过了只能是焊接组合截面。
窄翼缘h型钢适用于梁或压弯构件,而宽翼缘h型钢和h型钢桩则适用于轴心受压构件或压弯构件。普通工字钢、轻型工字钢与HW、HN型钢相比,等重量前提下,w、 ix、 iy都不如H型钢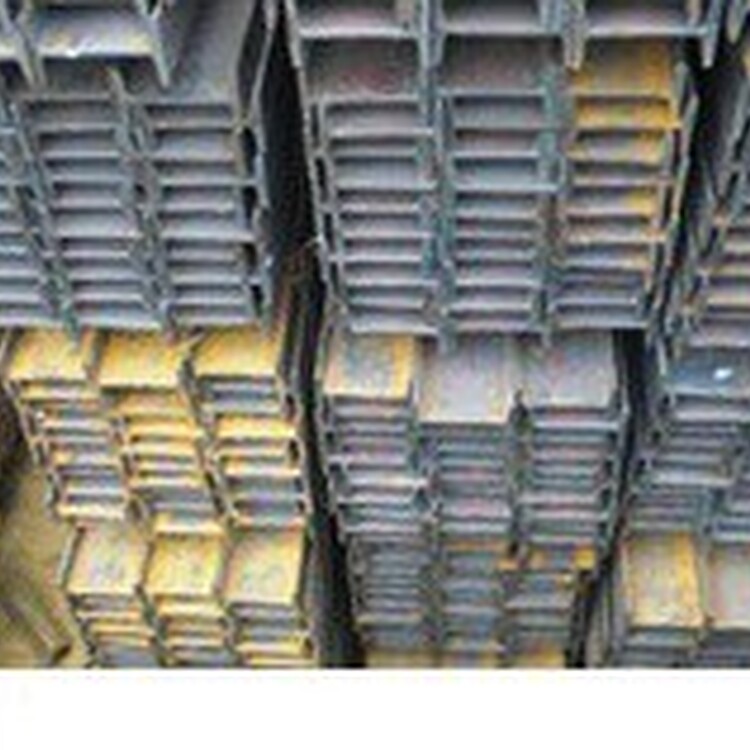
工字钢悬挑脚手架新规范,工字钢悬挑脚手架新规范在工程中可以有效的帮助我们解决问题,几大要点如下:
1、一次悬挑脚手架高度不宜超过20m。
2、型钢悬挑梁宜采用双轴对称截面的型钢。如工字钢,工字钢结构性能可靠,双轴对称截面,受力稳定性好,较其他型钢选购、设计、施工方便。
3、悬挑固件应按设计确定,钢梁截面高度不应小于160mm。