东莞长安镇哪里有热收缩包装机回收价格
-
面议
及时发货
交易保障
卖家承担邮费
热收缩包装机在包装生产时膜料易偏移并无法正常送料,这会使热收缩包装机不能正常对物件进行热收缩包装,那么可以调整膜卷位置和张力平衡杆,如果两者均无效,可通过调整上三角板的角度来解决。如上层膜料偏离夹料链条,可将上三角板向顺时针方向调整;如下层膜料偏离夹料链条,可将上三角板向逆时针方向调整。这样就可以解决这一故障问题。
在进行多物件集束包装时,设备无法探测到被包装物体,包装时对包装造成损害,使包装工作无法进行,出现这种情况是因为,热收缩包装机在进行集束包装时物件中间的间隙影响到了电眼的探测,只需要对热收缩包装机的电眼探测角度调整为斜角即可,避免以上现象的产生。
安装须知
1、热收缩包装机和缠绕机相同因消耗功率很大,故输入电源的功率大于收缩机上的标称功率,否则容易烧毁线路或电器元件。
2、像打包机一样机器可靠接地,以保护人身安全。
3、每台机器出厂时均附有一根连接电源的电缆线,其端头引线部分带有电源的识别符号,正确连接,违章操作可能导致触电。
4、当机器规定电压为三相380V电源时,同时输入零线,即标准的三相四线制其他包装设备也如此像真空包装机。否则机器不能正常工作,而且极易烧毁内部电器部件。
5、机器一定要水平安装,否则将缩短电热管的使用寿命。对网带传送的机器而言,其倾斜安装将导致输送带偏离中心。
6、机器连续使用三个月以上时,应对收缩室的耐温电线进行检查,根据其老化程度,酌情更换。
7、机器工作时,操作人员的手掌等部位不允许与机器的运转部位相接触,特别是收缩室内部的温度,很容易烫伤。
8、包装工作结束后,应先关闭加热开关,让输送电机及风机电机继续运行10分钟左右,再切断整个电源。
工艺流程
1、 对机器设定好加热时间
2、 按下手动者自动按钮后,齿条汽缸电磁阀得电输出推动齿轮,齿轮带动链条,此时齿条汽缸后位接近开关断开。当齿条汽缸运行到上止点时,齿条汽缸的前位接近开关导通,烘箱汽缸电磁阀得电输出。
3、 烘箱汽缸运行到上止点时,定时器启动开始延时,齿条汽缸电磁阀断电。
4、 定时结束,烘箱汽缸电磁阀断电。
5、 依据工作方式标志位,决定是否继续下一个工作流程。
1、中文触摸屏控制,操作更简单;
2、产品包装,打印日期一次完成。节省时间,节省成本;
3、优化构造设计,拆装,清洗更方便;
4、横、纵封温度立控制,更好适应各种包材;
5、智能设计,无下料时,不包空装;
包装方式
两端开放
它是用筒状膜或平膜先将被包装物裹在一个套筒里然后再进行热收缩作业,包装完成后在包装物两端均有一个收缩口。
四面密封
将产品四周用平膜或筒状膜包裹起来,接缝采用搭接式密封。用于要求密封的产品包装。
一端开放
托盘收缩包装是一典型实例,先将薄膜制成方底大袋,再将大袋自上而下套在堆叠商品托盘上,然后进行热收缩。将装好产品的托盘放在输送带上,套上收缩薄膜袋;由输送带送入热收缩通道,通过热收缩通道后即完成收缩包装。其主要特点是产品可以以一定数量为单位牢固地捆包起来,在运输过程中不会松散,并能在露天堆放。
热收缩膜包装机按照国际标准精心制作的小型热收缩包装设备,具有操作简便、适用范围广、密封性好、透明度高、成本低、档次高等特点,适用于中小批量产品的包装。热收缩膜机与套标机联机使用,组成套标收缩机线,广泛适用于药品、食品、饮品、文化用品、陶瓷、日化、汽配、针纺、电子音像等产品的全封闭热收缩包装,是后道包装流水线的套标收缩机械。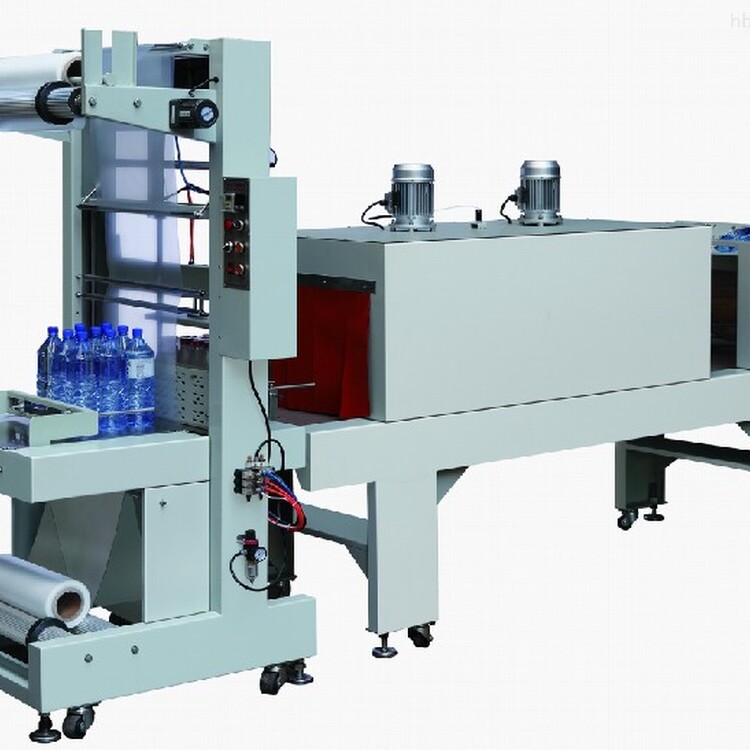
全自动收缩包装机是一种气动元件和机械装置相结合的,由PLC和其它外围线路控制的自动包装设备。该设备的执行元件是气缸。由二位五通电磁阀控制其前进和后退。气缸的工作位置由磁性开关和接近开关检测并反馈给PLC,由PLC通过程序发出控制命令给相应气缸的电磁阀,从而控制气缸的动作。
热收缩机的输送网不转:
▲ 输送开关失灵,更换;
▲ 调速控制板坏,更换;
▲ 电位器坏,更换;
▲ 输送电机损坏,更换;
▲ 输送机构卡住,检查后排除故障。
热收缩机的收缩室无加热现象:
▲ 加热开关接触不良,更换开关;
▲ 室内电线老化短路,更换电线;
▲ 电热管线头未接实或电热管损坏;
▲ 调温控制板损坏,更换;
▲ 电位器坏,更换。
热收缩包装机的温度和速度有效的配合能够提高包装效率,一般情况下热收缩包装机的速度越高,为了减少产品在收缩炉内的时间,避免热收缩膜长时间受热变形,或者加热过多收缩膜容易出现破洞的现象,所以温度越高也就间接的要求热收缩包装机的输送速度越快,进而热收缩包装机的收缩速度越快。热收缩包装机的包装速度也和热收缩膜的厚薄,收缩率有关系,收缩膜越后就就要求热热收缩包装机的温度越高,或者输送速度越慢。收缩率与热收缩膜的质量,经过加热和降温的过程使热收缩膜在原有的面积比例上缩小。