鞍山机器人激光焊接机销售,机器人激光焊接机价格
-
面议
及时发货
交易保障
卖家承担邮费
激光头上配有防烟雾的光学透镜及保护系统,维修时只要更换透镜前端保护玻璃即可。可以通过系统中体积紧凑的强力激光发生器选择与点径相合适的激光束,激光功率大为30W、50W (空气冷却)两种,并连续可调,从而达到佳功率的焊接。
激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。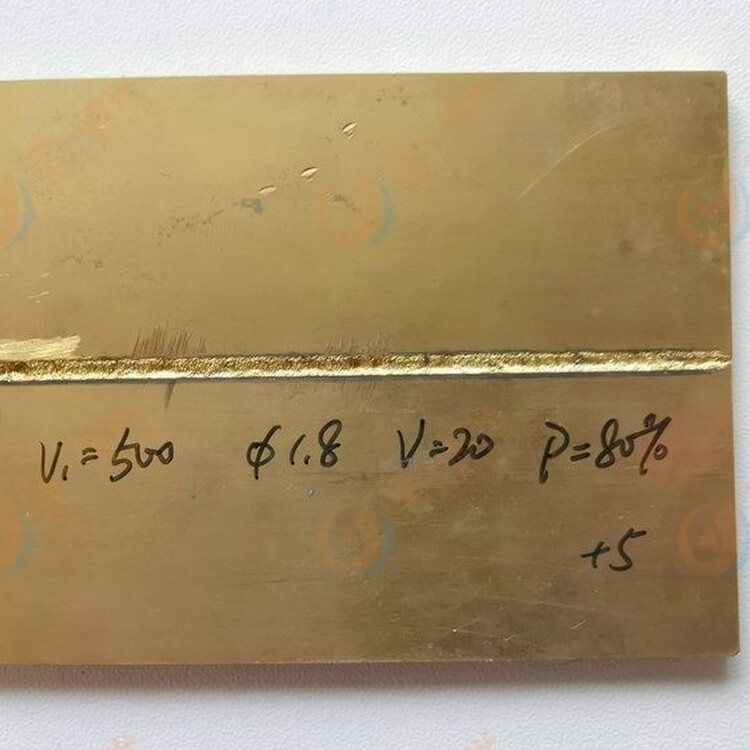
它是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气孔,可控制,聚焦光点小,定位精度高,易实现自动化。
20世纪80年代后期,千瓦级激光成功应用于工业生产,而今激光焊接生产线已大规模出现在汽车制造业,成为汽车制造业的成就之一。欧洲的汽车制造厂早在20世纪80年代就率先采用激光焊接车顶、车身、侧框等钣金焊接,90年代美国竟相将激光焊接引入汽车制造,尽管起步较晚,但发展很快。意大利在大多数钢板组件的焊接装配中采用了激光焊接,日本在制造车身覆盖件中都使用了激光焊接和切割工艺,高强钢激光焊接装配件因其性能优良在汽车车身制造中使用得越来越多,根据美国金属市场统计,至2002年底,激光焊接钢结构的消耗将达到70000t比1998年增加3倍。根据汽车工业批量大、自动化程度高的特点,激光焊接设备向大功率、多路式方向发展。在工艺方面美国Sandia国家实验室与PrattWitney联合进行在激光焊接过程中添加粉末金属和金属丝的研究,德国不莱梅应用光束技术研究所在使用激光焊接铝合金车身骨架方面进行了大量的研究,认为在焊缝中添加填充余属有助于消除热裂纹,提高焊接速度,解决公差问题,开发的生产线已在工厂投入生产。
传感器或温控器中的弹性薄壁波纹片其厚度在0.05-0.1mm,采用传统焊接方法难以解决,TIG焊容易焊穿,等离子稳定性差,影响因素多而采用激光焊接效果很好,得到广泛的应用。
20世纪90年代,我国焊接界把实现焊接过程的机械化、自动化作为战略目标,已经在职各行业的科技发展中付诸实施,在发展焊接生产自动化,研究和开发焊接生产线及柔性制造技术,发展应用计算机辅助设计与制造;药芯焊丝由2%增长到20%;埋弧焊焊材也将在10%的水平上继续增长。其中药芯焊丝的增长幅度明显加大,在未来20年内会超过实芯焊丝,终将成为焊接中心的主导产品。