吉林多轴数控钻孔机汇欣达自动上料数控台钻
-
≥ 1套¥46000.00
及时发货
交易保障
卖家承担邮费
全自动钢管钻孔机:是用数控的来控指它的,直径在¢25mm到¢40mm长2000MM的钢管、铁管、铜管上钻孔,每圈孔数和孔距都可任意设定,各次加工深度任意。根据排屑的情况,每次钻孔的深度可以单设定。设备采用全伺服驱动,具有速度快,精度高等特点。 数控钻床系列主要用于平板、法兰、盘类、环件等厚度在有效范围内工件的钻孔铣攻丝加工。可在单质材料零件及复合材料上实现钻通孔、盲孔,铣槽,攻丝。机床加工数字控制,操作十分方便。能实现自动化、、多品种、大批量生产。
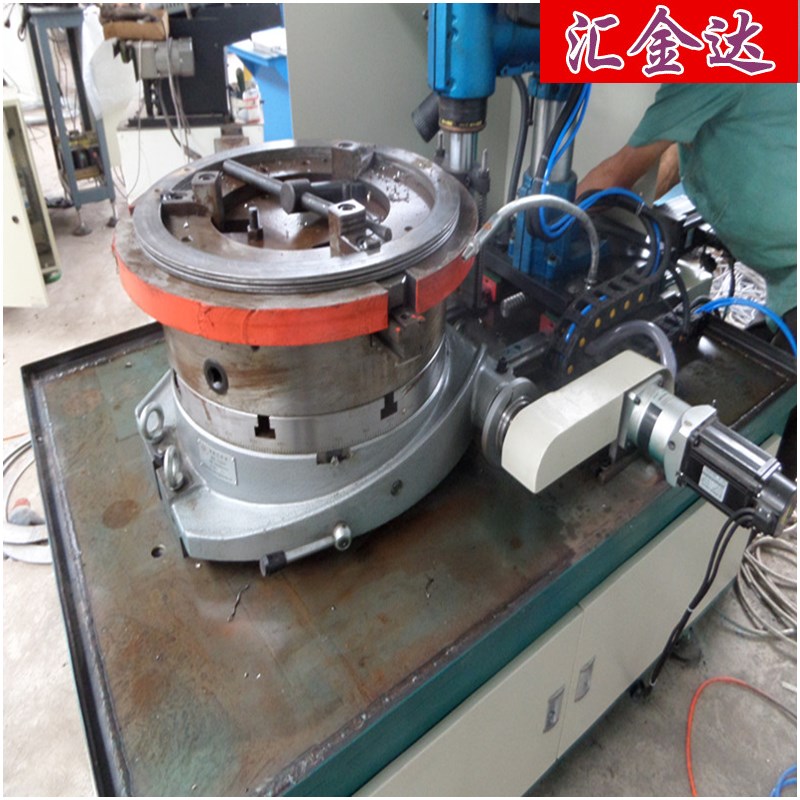
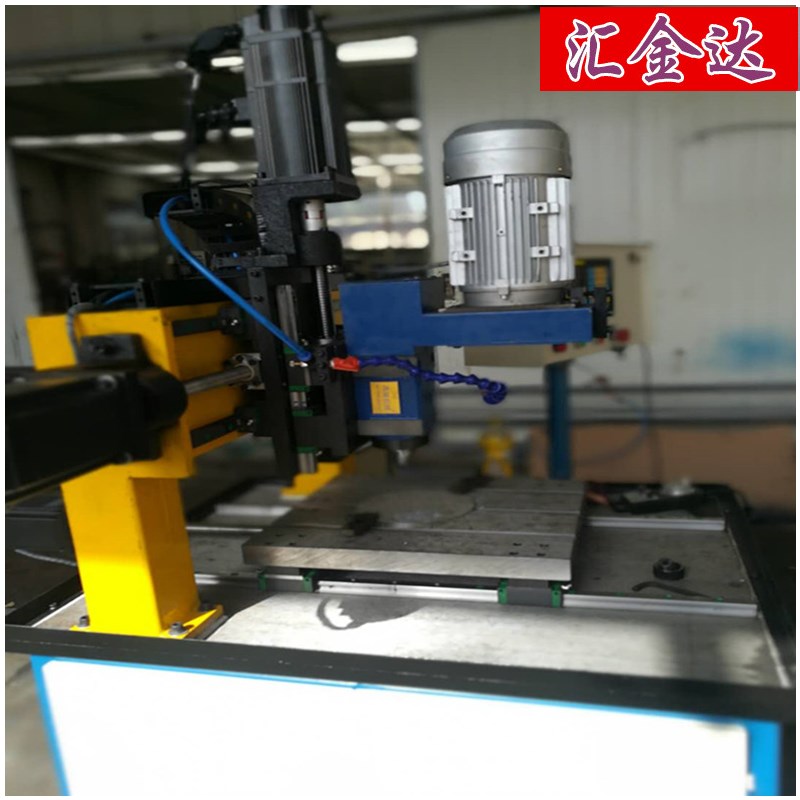

使用;1.在您选择本厂产品及使用前,请您详细阅读使用说明书,熟悉数控机床操作及使用。2.接通电源,检查钻床数控各部位是否正常,然后显示器左上角自动让其转换成手动,然后下方启动主轴,检查主轴正时针方向转动。3.将要加工钻孔的工件回转工作台卡盘上,气动卡盘自动将工件加紧,然后松开箱体锁紧螺丝,是箱体能够左右,显示器快速向下至工件1mm处,对准要加工钻孔中心位置,锁紧箱体螺丝,Z,X轴数字让其转换成0000,按向上让主轴回到原处,4.打开参数设置,例:设置钻孔深度30mm,引孔深度,显示器显示数字键,数字4,按右下角确定键,第二次进刀,显示器显示数字键,数字2,以此类推,如工件要求钻孔深度30mm,直接按进刀键,数字13,然后按确定,每孔实际钻孔深度显示(4mm 2mm×13次)30mm例:将引孔设置4mm二次进刀设置26mm,进刀设置2次,钻孔深度显示30mm,(每个孔两次进刀完成30mm).5.引孔速度,如将引孔速度定为200,按数字键200,按确定,钻销速度定为300,按数字键300,按确定,总工位数,按工件要求5个工位,按数字键5,按确定。6.深度补偿,经过长时间钻头麽损,钻孔深度达不到图纸要求,深度补偿左边数字框,按实际补偿数字,按确定。7.编程结束后,按返回键是显示器回到主界面,左上角手动麽式,让其转换成自动麽式,自动循环麽式,钻床开始循环工作,直到工作结束自动停止。8.加工钢件应使用多次进刀,根据工件加工深度,在显示器上设置引孔深度,次进刀深度,第二次进刀深度,以此类推,确定几次进刀后,在进刀窗口输入正确进到,然后按确定。
吉林多轴数控钻孔机汇欣达自动上料数控台钻吉林多轴数控钻孔机