河北唐山高速激光熔覆设备机
-
¥560000.00
及时发货
交易保障
卖家承担邮费
激光熔覆技术不仅可以恢复受损零件的外观和尺寸,还可以使其性能达到或超过新产品的水平。熔覆层与基体采用冶金结合,结合强度高,不低于原基体材料的95%。单层熔覆厚度为0.2-2mm,可调范围宽。激光加工过程中,基材表面仅发生轻微熔化,微熔化层为0.05~0.1mm。底座的热影响区极小,一般为0.05~0.1mm。熔覆层和基体中不存在粗大的铸造组织。熔覆层及其界面组织致密,晶粒细小,无空洞、夹杂裂纹等缺陷。
选择激光熔覆给企业带来的好处:
1、修复后的零件强度可超过原基体强度,使用寿命提高1.5-3倍,修复成本不到更换价格的1/5。 ;
2、大大缩短维修时间,解决大型企业重大成套设备持续可靠运行解决的部件快速修复问题;
3、关键部件表面激光熔覆超耐磨耐腐蚀合金,可大大提高零件的使用寿命而不变形;
激光熔覆技术是一种的表面工程技术,利用高能激光束将金属粉末与基体表面快速熔化、冶金结合,形成一层融入基体的性能优良的A涂层。比如油田工作条件比较恶劣,许多金属部件长期在重载荷下工作,伴随着腐蚀、摩擦和磨损,导致过早失效,缩短其使用寿命。停产检查、更换新件,不仅增加材料成本,而且影响油田生产,造成多方面损失。油田许多金属零件摩擦副的磨损间隙在近毫米量级。但常规表面技术处理层较薄,磨损件表面修复困难,限制了这些技术的应用范围。因此,激光熔覆技术可应用于石油钻杆、抽油杆、石油管道等领域,提高其耐腐蚀、耐磨、耐高温等性能,延长其使用寿命,降低维护成本,提高石油产量效率。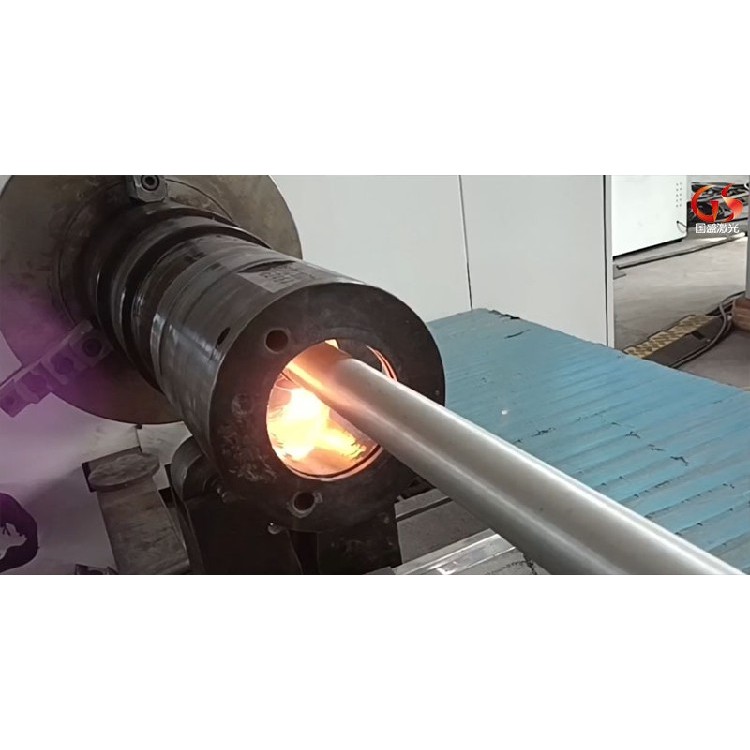
随着现代科学技术和工业的不断发展,零件的工作环境越来越复杂,对表面性能的要求也越来越高。因此零件报废率大大增加。通常因表面失效而报废的零件包括:转子叶片、辊轴零件、齿轮零件、接头零件等。
仅表面损伤的零件,在零件的综合性能满足使用条件的情况下,可以进行修复。因加工不当或服役损坏而报废的零部件如果能够得到修复,不仅可以节省的经济和时间损失,还可以提高资源的利用率,符合我国的可持续发展战略。
目前,零件修复的方法有激光熔覆、真空钎焊、真空镀膜、钨极惰性气体保护焊(TIG)和等离子熔覆修复。激光熔覆是根据工件工况要求,熔覆具有各种设计成分的金属或非金属,制备出具有耐热、耐腐蚀、耐磨、抗氧化、抗疲劳或光学、电学、磁性。
激光熔覆是一种快速冷却工艺。在熔覆过程中,对被修复工件的热输入小,热影响区小,熔覆层组织精细,易于实现自动化。因此采用激光熔覆的方法修复零部件比其它的方法具有更大的优势。激光熔覆技术解决了传统电焊、氩弧焊等热加工工艺中不可避免的热变形、热疲劳损伤等一系列技术难题,也解决了传统冷加工工艺中涂层与基体的结合强度问题,如由于电镀和喷涂不一致,这为表面修复提供了良好的途径。利用激光还可以修复受损的三维复杂零件,充分体现了激光再制造技术的灵活性和性。
目前,国内激光熔覆领域存在这样的情况。新工艺不断在大学实验室进行测试,但没有平台可以实现真正的应用验证。工厂企业激光熔覆工艺更新缓慢,没有科研力量做后盾。这种产学研脱节严重制约了我国激光熔覆行业的发展。
激光熔覆的成本一直是制约其发展的关键因素。设备投入、研发投入、人员成本、粉末成本等。激光熔覆产品价格高与大多数激光加工企业规模大、成本高、单件产品加工成本高有很大关系。一两台设备加工效率低,无法应对大规模加工。十几台设备加工,但设备初期投资太大,没有工作量时大量设备闲置,普通企业承受不起。
激光熔覆合金粉末的成本是除设备成本外的另一大成本支出。对于小规模生产,粉末制造和采购成本占产品成本的很大一部分。只有大量采购和使用,才能降低产品的整体成本。同时,由于激光熔覆后的各种机械工艺,实际熔覆层并不具备初始熔覆层的厚度,因此提高后续加工精度,降低初始熔覆层厚度成为降低成本的必然.