金华VMC-1580L立式加工中心自动化
-
面议
及时发货
交易保障
卖家承担邮费
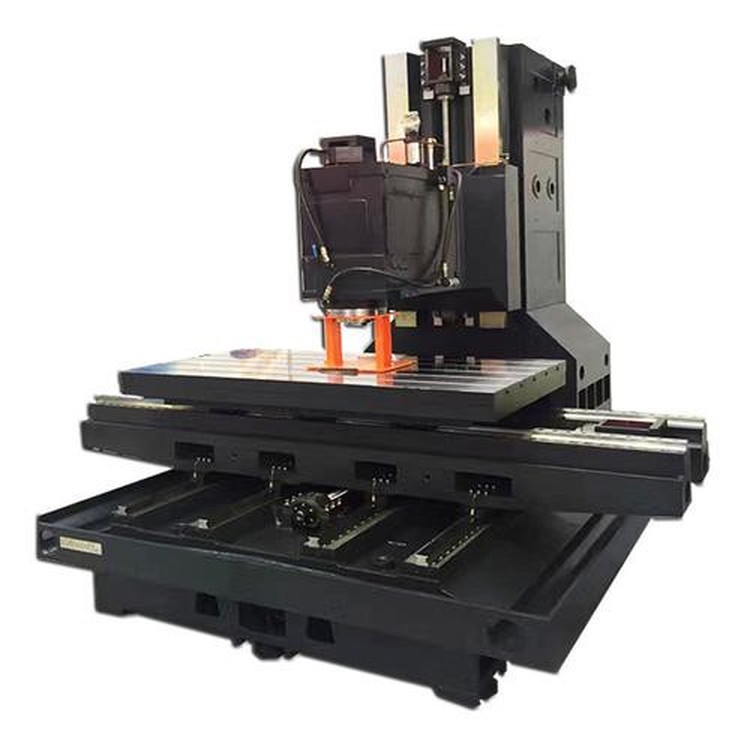
VMC-1580立式加工中心机型特点说明
1:铸件设计:
VMC-1580所有铸件经过电脑计算分析,合理的结构强度及加强筋的搭配,提高机械之高刚性。铸件材质采用米汉纳(密烘)铸件HT300。能机床长期的稳定性和加工,铸件均做的退火处理,有利消除内应力,防止长期使用铸件变形。
底座设计:
机台底座结构宽实,全为重负荷全支撑设计,可确保加工时之重切屑能力, 机台底座采用油水分离盒设计,避免切削液因混合而劣化,延长切削液的使用。
立柱设计:
立柱为人字型三角结构,鞍座加宽加长,重负荷全支撑设计,结构结实。
主轴头及主轴设计:
主轴头内以筋骨强化结构,接触长度比率适当,更能提供主轴之稳固支撑, 主轴中心到立柱Z轴轨道面距离为882mm,加工范围更大。
主轴采用德国FAG P4级或日本NSK P4级高速高精密级斜角滚珠轴承,标准转速可达6000rpm,主轴装配利用IRD动态平衡校正设备,线上直接校正主轴动态平衡,使主轴在高速运转时避免产生共振现象,确保佳的加工精度。主轴使用高强韧四瓣爪拉刀,接触面大,抓刀力强,刀柄拉钉损耗小,寿命长。标准配备的主轴气幕防尘装置杜绝了加工过程中铁屑和灰尘侵入主轴轴承现象,了主轴内部的纯净品质。从而也起到延长使用寿命。
2: 传动方式:螺杆及线轨
三轴马达与精密高速滚珠螺杆采用台湾上银C3级或银泰C3级直结传动及装配预拉,提前消除机床连续运动产生的热升温而造成的螺杆膨胀。X/Y轴采用滑动导轨支撑,可支撑重负荷、快速移动,确保定位精度更佳,X轴方向滑动导轨2根,Y轴方向滑动导轨4根,Z轴采用硬轨,使机床在切削时及移动时获得佳的切削刚性及稳定性,具有高刚性、低噪音、低摩擦的特性,Z轴配合氮气配重,无下滑现像,以确保主轴拥有的刚性和强度及佳的切削稳定性。机台快速位移X/Y/Z轴24m/24m/12m/min,率加工,减少加工时间。
3:刀库设计:
采用台湾刀库,快速、简易操作及命的刀具交换装置,提供平稳可靠的的刀具交换动作。特的刀具交换装置设计,已更新为电子式煞车驱动机构,去除了以往凸轮式结构使用几年后出现煞车片磨损需要更换问题。
4:板金设计:
设计的机台钣金外型美观,符合人体工学及国家CE标准,广受用户赞赏欢迎,配置防爆钢化玻璃,防护工件飞出误伤人员,侧窗都配有两道安全门锁,避免操作人员开启造成意外。排屑功能上,VMC-1580设计为机内底盘冲水装置,切屑片被冲屑装置的大量切削液带至机器前端的履带式除屑机(含积屑小车)。机器内配置有高亮度的LED工作灯,便于操作者装卸工件、量测等工作,配置的工作灯具有防尘、防爆等功能。
5:配电设计及面板:
操作面板采用台湾品牌原装进口面板,所有主要线材采用台湾原装进口线材,可耐外力拉扯耐油污腐蚀耐高温,质量达日本机台等级,于一般国产品牌厂使用粗糙线材,容易出现线材老化按键接触不良问题。活动式手轮旋转零件采用日本进口,使用寿命更长,背面配有强力磁铁,操作时可以稳固吸附在任意金属钣金上面方便使用,且具有轴别的选定,进给率的选择等多项功能,配有挠性延长线,方便刀具设定与工件座标设定,操作方便。电气箱配有干燥除湿包,避免空气中的湿气造成电器组件生锈。

VMC-1580机型规格表
规格/机型 单位 VMC-1580
加工范围
X轴行程(左右) mm 1500
Y轴行程(前后) mm 800
Z轴行程(上下) mm 700
主轴鼻端至工作台面距离 mm 155-855
主轴中心至立柱轨道面距离 mm 882
工作台规格
工作台尺寸 (X 轴方向) mm 1600
工作台尺寸 (Y 轴方向) mm 800
工作台大载重 kg 1100
主轴规格
主轴转速(皮带式) rpm 6000
主轴内孔锥度 BT50
主轴推荐马力 kW 15/18.5
主轴马达堵转扭矩 NM 140
进给系统
G00 快速进给 (X/Y/Z轴) m/min 24/24/12
G01 切削进给 mm/min 1-10000
机器精度
X,Y,Z定位精度 mm 0.005/ 300
X,Y,Z重复定位精度 mm 0.008/ 300
刀库系统
刀库类型 pcs 圆盘式BT50-24T
换刀方式 随机
换刀时间 sec T to T 3.8
大刀具直径/相邻无刀大刀具直径 mm Ø112 / Ø200
大单刀重量 KG 18
大刀具长度 mm 350
机器尺寸
机器尺寸(长*宽*高) mm 5135*3165*3345
机器重量(约) Kg 11000

安装、调试、精度和验收
1. 设备的初验收在甲方工厂进行,初验收合格后甲方准备出机。
2. 机器到厂后,由甲方指派一名技术员协助乙方进行拆箱、点收、机床就定位等工程。
3. 机床就定位所需的吊车起重设施与搬运人力由乙方负责。
4. 机床就定位后, 甲方指派交机人员到乙方工厂进行安装、调试、验收。
5. 双方依据协议由甲方授权指派的技术人员与乙方授权人员按甲方提供的精度检验标准进行验收。
技术资料(电子版)
1. 机床电气手册 1套
2. 系统编程、操作及维修手册 1套
3. 机器出厂精度检测报告 1份
技术培训
甲方负责为乙方进行技术培训,培训时间为3~7个工作日,培训人员2~5人,培训地点在甲方,培训内容包括机床结构、性能及功能、数控系统操作,机床维护保养等知识。培训人员食宿自理。
1580加工中心注意事项
使用1580加工中心时,有几个关键的注意事项需要遵守以确保加工的性和安全性:
选择合适的机床类型:根据实际加工情况选择硬轨或线轨,确保机床的性能与加工需求相匹配。硬轨和线轨各有优势,硬轨适合重切削和高负荷工作,而线轨则提供更高的运行速度和加工精度,同时具有较长的使用寿命。
关注机床精度:机床的精度很大程度上取决于丝杆的质量。德国力士乐的丝杆因其和稳定性而被广泛使用,这对于加工精度至关重要。
操作方式:
手动操作时,利用手动脉冲发生器进行基本操作,检查加工尺寸可以使用机床的坐标显示,简化计算工作。手动操作是基础,反映操作者的技术水平。
自动操作前,进行“试切”以检查程序和测量工件尺寸,确保加工参数正确。操作过程中注意声音判断刀具运行情况,及时清理切屑以延长刀具寿命和减少工件变形。
操作注意事项:
注意使用
检查编程错误,不要局限于单个程序段,因为计算机可能预读多个程序段。这一点对于避免加工错误非常重要3。
严禁脚踏防护罩,以避免意外伤害。
技术和设计特点:
采用滚针轴承、滚动架和多极可调节机架等技术,确保低振动、低噪声和加工。
三轴采用全伺服电机驱动,提高加工效率及精密度。刀库可自由选配,适应不同加工需求。
机床机体采用三维变径结构设计,优化结构,提高稳定性并防止变形。
遵循这些注意事项,可以确保1580加工中心的、安全运行,同时加工质量和操作人员的安全。