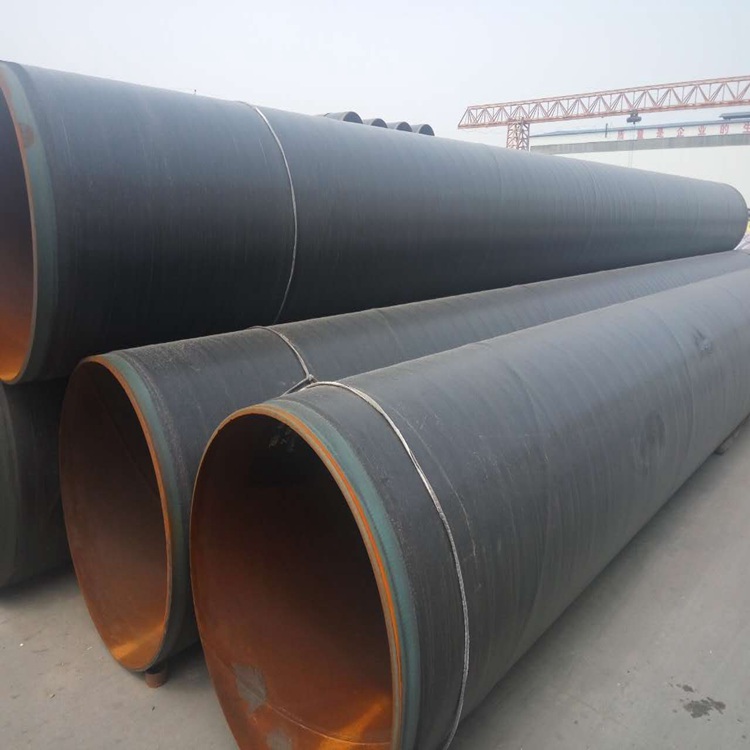
管道3pe防腐钢管埋地3pe防腐无缝钢管防腐3pe管道厂家
-
≥ 1㎡¥40.00
及时发货
交易保障
卖家承担邮费








钢管防腐层制作结束后采用循环水浇涂的进行冷却固定成型,循环水浇涂室对防腐完的钢管进行防腐层表层的冷却时应逐段分次的进行技术比较:把螺旋焊管与直缝焊管技术特性做一个简单的比较,直缝埋弧焊管是用钢板生产的,而螺旋焊管是用热轧卷板生产的如间隙过大,则造成邻近效应,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂,如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经、滚压后形成深坑,影响焊缝表面

一般螺旋焊管机组均采用在线连续检验来焊缝的的焊接,这是螺旋焊管生产区别于直缝焊管生产的另一重要特征,连续检验有利于焊接缺陷的监控、焊接的、焊接等级的E防腐钢管防腐层三层结构,底层熔结环氧粉末,粉末涂层形成连续的涂膜与钢管表面直接粘结,具有耐化学腐蚀性、抗阴极剥离性能;与胶粘剂反应形成化学粘结,即使在较高温度下仍具有良好的粘结性这是螺旋焊管生产区别于直缝焊管生产的重要特征
钢管知识:当输入热量不足时,被加热的焊缝边缘达不到焊接温度,16Mn钢管组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞根据钢管应做机械性能试验、拉伸试验、弯曲试验、压扁试验、导向弯曲试验以及液压试验,并要达到规定的要求,钢管应能承受一定的内压力,试验压力为5.05Mpa,保持时间不小于5S,实验中,钢管不出现渗漏现象输送钢管API Spec 5L GB/T9711-1997 SY/T5037-2000 管端外径偏差+2.38mm -0.79mm D<508 ±0.75%D或±2.5取小值,D≥508 ±0.50%D或±4.5取小值