欣宇摩擦机模具加工,澳门经营线性振动摩擦机
-
面议
及时发货
交易保障
卖家承担邮费
设定佳焊接条件
每一次只改变一种参数,这样就能判断此参数所产生的效果
检查塑件在治具中是否到位,是否有磨损或裂开等情况。每次放产品都应对准,如产品的方向没对好,焊接效果将不稳定
每次改变好是以恒定的比率改变,如 20%。如当前的焊接时间为 1.00 秒,如果焊接不完全,可将焊接时间提高到 1.20 秒。如果溢料过多,减少到 0.80 秒
塑件应采用相同的注塑模生产。每个样件都应选择佳的焊接条件以便于同一注塑模而成的其他塑件进行焊接
检查塑件,设备无法纠正无问题的塑件
设定合格的焊接质量标准,合格的标准包括焊缝、强度、水平度、气密、溢料等,根据此标准来检验产品的焊接质量
治具安装
打开隔音门,升降台面降至治具替换位置,把治具放在工作台面上. 把下治具对准活动平台安装孔
初次使用的治具的话,松开下治具调整螺丝.
在手动操作画面,按治具替换,在按台面上升,使台面上升之与位置决定孔.
固定上治具时,请先稍稍用力手工拧入上治具固定螺丝,同时检查螺丝是否容易旋进。如不是,把治具稍微调整治具位置直至容易旋入螺丝为止.
振动摩擦焊接机是通过在施加压力的状态下将线性振动能传递到热塑性塑胶产品的上下接触面,使之产生位移摩擦,所产生的摩擦热将产品完整的焊接在一起。
焊接过程分 4 个阶段
初期摩擦阶段
不稳定熔融阶段
稳定熔融阶段
焊接周期短
适用几乎所有的塑料产品
线性震动摩擦焊接
一步焊接成型
焊接过程:线性震动摩擦,运动面熔层形成,固定面熔层形成,冷却保压
强制摩擦过程中会产生少量的颗粒(这在很大程度上取决于所用的材料)
每种不同的塑料在摩擦的过程中在焊接面达到佳熔点
带红外线预热的线性震动摩擦焊接
焊接过程: 红外线预热,震动转换,运动面熔层形成,固定面熔层形成,冷却保压
根据设定参数,固定夹具面几乎可完全“跳过”
有了这个附加功能,倾斜区域也可成功地焊接,摩擦中的固体颗粒也可以完全避免
预防保修
日常保养 -油位检查
AMP功能检查
紧急停止功能检查
后门及控制部门关闭状态
隔音门自动功能检查
周保养
检查升降台轴承
检查油压部冷却风扇
气动及油压路线检查
检查振动部有无松动螺栓
月保养
升降台轴承加润滑油
全面清理和清洁设备
检查油压滤清器
年保养
每年检查两次油压马达
启动3000 ~ 4000小时后,清洗油箱,及替换油压油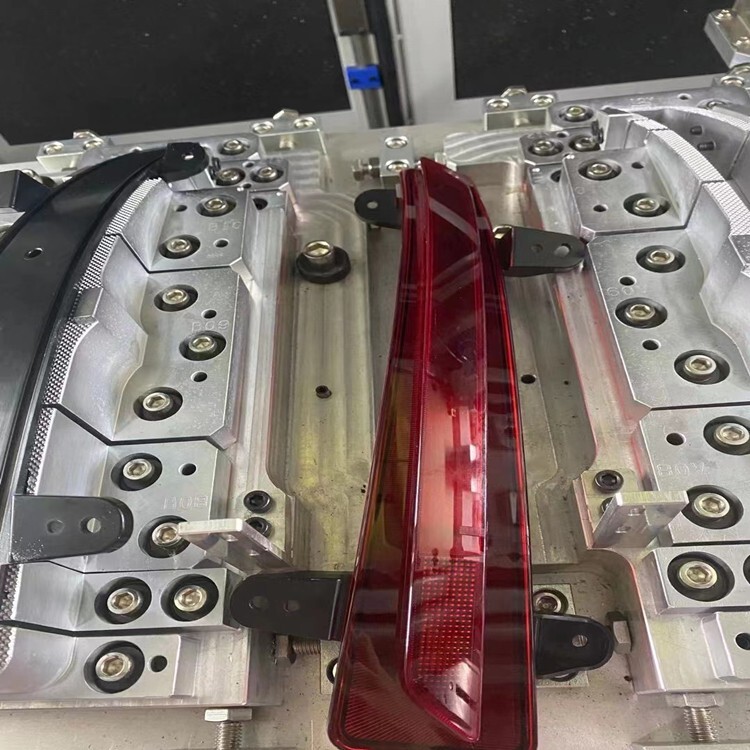
振动摩擦焊接机在汽车上的应用主要的体现在发动机进气系统内外饰件及车灯。进气岐管目前基本上都是采用的都是PA加玻纤增强的材料,而就目前的工艺来讲只有振动摩擦能够达到焊接要求,不管是从气密,爆破压力强度上来讲都是其它连接方式所不能实现的。就车灯来讲,以前大多用热板焊,而近年来许多厂家开始转用振动摩擦焊接方式,主要是由于振动摩擦焊接溢料少(外观对车灯来讲尤为重要),焊接周期短 大大提高了生产效率 强度也能达到要求。