北京20#卷法兰联系方法,ASMEB16.9法兰
-
面议
及时发货
交易保障
卖家承担邮费
作为铁板焊接法兰来说,许多客户所疑问的就是铁板焊接法兰的质量是否胜过锻打焊接法兰。其实铁板焊接法兰的质量和锻打的焊接法兰的质量是一样的,但是铁板焊接法兰到底什么地方不能有保障呢,也就是铁板焊接法兰的材质没有保障了,因为一般的过程之中,铁板焊接法兰的密度是没有问题的,但是在进行生产的过程之中,铁板焊接法兰的毛坯很少进行检测,所以来说,所生产出来以后,不经过检测的铁板焊接法兰的材质不能。
国际上管法兰标准主要有两个体系,即以德国DIN(包括原苏联)为代表的欧洲管法兰体系和以美国ANSI管法兰为代表的美洲管法兰体系。除此之外,还有日本JIS管法兰,但在石油化工装置中一般仅用于公用工程,而且在国际上影响较小。现将各国管法兰简介于下:
1、以德国及原苏联为代表的欧洲体系管法兰
2、美洲体系管法兰标准,以ANSI B16.5和ANSI B 16.47为代表
3、英国和法国管法兰标准,两国各有两套管法兰标准。
综上所述,国际上通用的管法兰标准可概括为两个不同的,且不能互换的管法兰体系:一个以德国为代表的欧洲管法兰体系;另一个是以美国为代表的美洲管法兰体系。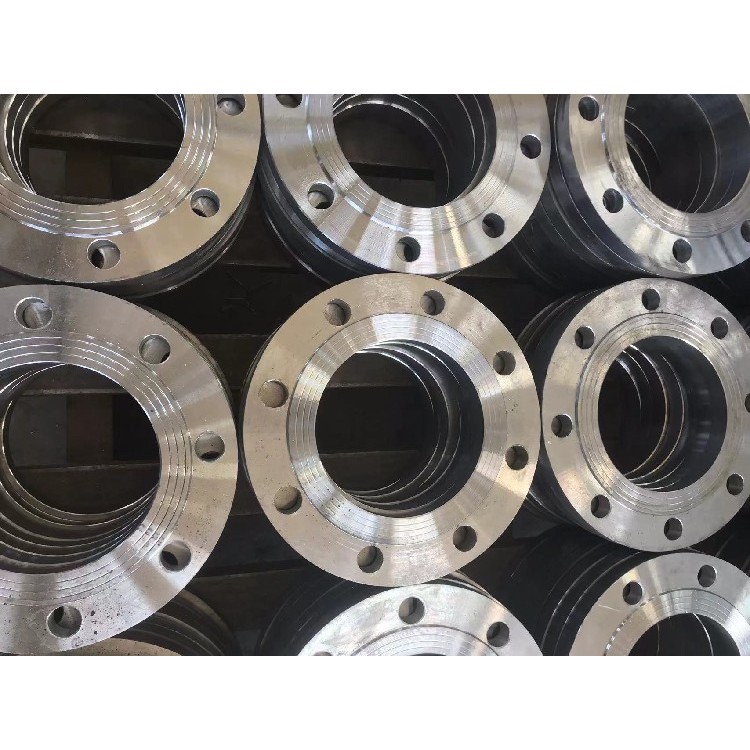
锻造工艺过程一般由以下工序组成,即选取钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。
自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。
在现代工业的连续生产中法兰受介质腐蚀、冲刷、温度、压力、震动等因素的影响,会不可避免的出现泄露问题。由于密封面加工尺寸的误差,密封元件的老化以及安装紧固不当等原因极易造成法兰的渗漏。如果不能及时治理法兰渗漏问题,在介质的冲刷下会使渗漏迅速扩大,造成物料的损失,生产环境的破坏,导致企业停机停产,造成的经济损失。如果是有毒有害、易燃易爆的介质泄漏,还有可能造成人员中毒、火灾爆炸等重大事故。
自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
1. 镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
2. 拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。
3. 冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。
4. 弯曲 使坯料弯曲成一定角度或形状的锻造工序。
5. 扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。
6. 切割 分割坯料或切除料头的锻造工序。