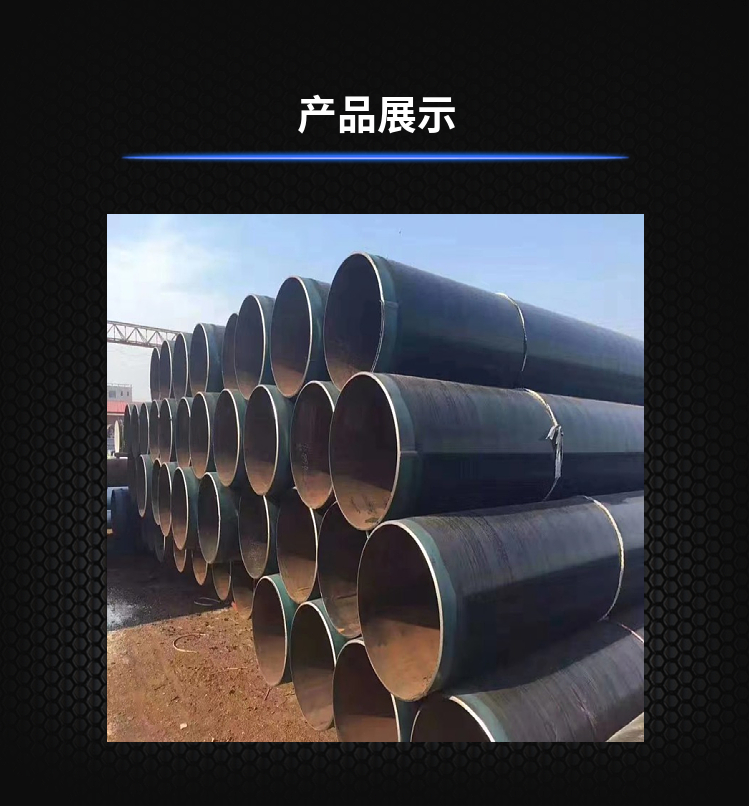
甘肃外径1020燃气管道3pe防腐管道公司宏科华发货及时
-
≥ 1㎡¥32.00
及时发货
交易保障
卖家承担邮费













当钢管缠绕完聚后进入浇涂室先用一道冷却水进行冷却,这样钢管表层刚防腐上的涂层在到胶轮上,防腐层不会,保持完好经测定,管子表面的粗糙度所起的影响要比局部的面积(如螺旋形的焊缝或纵长的焊缝、包括内环形焊缝)所起的影响大十倍根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷
螺旋钢管生产工艺原材料即带钢卷,焊丝,焊剂,在投入前都要经过严格的理化检验,管端机械加工,使端面垂直度,坡口角和钝边准确控制钢管的防腐层经冷却水冷却后,管端留头用电动钢丝刷进行管端留头处理,钢丝刷工作面应平整,无凸凹热轧带钢机组轧制工艺具有一系列的优点,具有生产管线钢的冶金工艺能力,例如,在输架上装有水冷却以加速冷却,这就允许使用低合金成分来达到特殊的强度等级和低温韧性,从而改进钢材的可焊性
钢管知识:直缝埋弧焊钢管的生产工艺灵活可生产范围内的规格与壁厚,生产效率较高频直缝焊钢管、螺旋焊钢管要低,优势就在于可以生产高频钢管、螺旋钢管、无缝钢管都不能生产的规格型号,生产成本比高频钢管、螺旋钢管要高,但比起无缝钢管价格优惠空间很大直缝焊管生产流程:1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的
直缝埋弧焊钢管采用JCOE钢管成型,一条焊缝,埋弧焊接工艺,规格范围从325mm--1420mm,当直缝埋弧焊管直径大于914.4时规定允许钢管有两条直焊缝由于生产工艺的,直缝焊管极难实现连续不间断检验,这将使焊接隐患与问题的出现机率,影响将来管线运行的整体工作可靠性