厂家供应钛管铜管胀管机售后保障
-
面议
及时发货
交易保障
卖家承担邮费
气动胀管机其具有劳动强度低,生产;胀接质量均匀可靠;胀管介质对接头;胀后管子残余应力低;可对任意管板厚度的换热器进行全程胀接;液压胀既能胀接质量,延长换热器的寿命,也提高了工作效率,降低劳动成本。气动液压胀管机在换热器的检修和安装中,解决了工期时间长,劳动力成本过高的问题,致使高液压胀管机也在应用中越来越受到这些企业的青睐。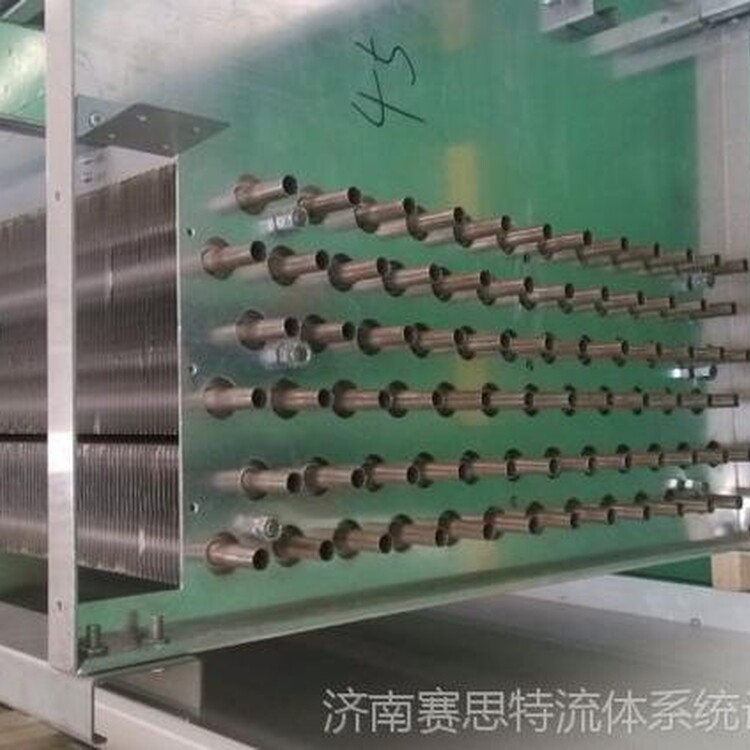
散热器有多根散热管、底座、散热鳍片组件、支架组成,由于散热管厚度较小,散热鳍片较多,连接比较麻烦,需要消除散热管与散热鳍片之间的间隙(0.3mm-0.6mm)达到过盈配合防止松动。此即为胀管机的作用。
准备事项:
一、油箱加入45L-50L 46号抗磨液压油,邮箱总容量为60L。
二、水箱加入2-4L纯水(冰点以下情况加入酒精代替)
三、把高压软管接入设备,电源插入旋紧
四、胀头安装旋紧到位
五、外接电源航空插头用4平方5芯电线接好,零线接上,有条件好把地线也接好。
操作步骤:
一、打开加水高压阀开关(开到大)
二、打开控制电源按钮开关
三、打开油泵启动按钮开关(如设备油泵启动开关无法正常运行,请检查外接航空插座火线连接的是否正确,建议把L1、L2、L3三条火线中的任意两条互调后再试。)
四、按下升压按钮开关待机5-10秒
五、按下降压开关按钮,放置5-6分钟
六、把第四、第五步骤重复1-3次(此步骤是为油缸和高压软管中排气、加水)
七、按下油泵启动按钮,关闭加水高压阀(一定要旋紧到位)
八、把胀头插入准备胀接的管板中
九、开启油泵启动按钮,通过降压阀手柄把降压表压力调至1-1.5mpa的位置
十、在plc触屏中设置目标胀接压力值,按下升压开关,观察plc上实际胀力值的变化,通过升压阀旋钮手柄进行调节实际压力值,使实际压力值高出目标压力值1-2mpa(调节到位的表现为:设备实际压力值到达目标压力值后会立马自动泄压)
十一、以上步骤完成后就可以通过胀管手枪上的开关进行胀管作业工作了。
十二、如需要保压,可以通过plc触屏设置1-50秒任选
机械胀接是国内外目前为常用的方法。机械胀管的工具有电动、气动、手动等区别。该方法除了具有劳动强度高和工作效率低、损伤管子等缺点外,还难以对管板厚度超过100毫米以上的换热器实行全厚度胀接。而现代化工装置都在高参数下运行,换热器的管板厚度越来越厚,管板厚度超过200毫米的换热器已不鲜见,用传统的机械胀接技术已无法对这种厚管板换热器进行全厚度胀接,使得换热管和管板之间的间隙难以消除,留下间隙腐蚀的隐患。
耐高压涨杆:
耐高压涨杆是个生产企业广泛应用于换热器、锅炉、制冷、核电站等设备制造过程中膨胀工艺的器具,再胀管机的受压下,实现胀接工艺,使用本产品能够消除管壁间隙噪音,,无应力,速度快。