V型锅炉锚固件-V型锅炉锚固件---欢迎您,抓钉
-
¥3.20
及时发货
交易保障
卖家承担邮费
我公司:锚固件,V型锚固件,Y型锚固件,锚固钉,V型锚固钉,Y型锚固钉,销钉,V型销钉,Y型销钉,爪钉,V型爪钉,Y型爪钉,抓钉,V型抓钉,Y型抓钉, 锚固钉 抓钉 不锈钢锚固件 不锈钢锚固钉 不锈钢抓钉 炉窑配件 不锈钢冲压件、不锈钢非标准件、不锈钢板件生产、不锈钢管道件、不锈钢成套组合件、不锈钢法兰、各种非标冲压件、各种金属制品等
,
锚固件,V型锚固件,Y型锚固件,锚固钉,V型锚固钉,Y型锚固钉,销钉,V型销钉,Y型销钉,爪钉,V型爪钉,Y型爪钉,抓钉,V型抓钉,Y型抓钉销售
锚固件,V型锚固件,Y型锚固件,锚固钉,V型锚固钉,Y型锚固钉,销钉,V型销钉,Y型销钉,爪钉,V型爪钉,Y型爪钉,抓钉,V型抓钉,Y型抓钉常用规格表
直径4(mm)─24(mm)高度20(mm)─450(mm)
板钉板厚2(mm)─10(mm)宽度10(mm)─40(mm)高度20(mm)─450(mm)
我公司生产销售各种窑炉不锈钢锚固件、,Y型不锈钢锚固件、V型不锈钢锚固件、、锅炉不锈钢锚固件、310s不锈钢锚固件、321不锈钢锚固件、不锈钢保温钉、不锈钢精密浇铸件、不锈钢铸钢产品、不锈钢龟甲网、不锈钢窑炉配件、不锈钢井盖、格栅、建筑五金产品、不锈钢标准件、不锈钢冲压件、不锈钢卷筒弯管、不锈钢机械配件、
不锈钢锚固件是由310s不锈钢、321不锈钢、304不锈钢等材料制成的,其材质与使用温度有关,用作整体内衬(浇注料、可塑性料)的固定。产品类别:窑炉、水泥窑、工业窑炉用来连接物料输送壳体和耐磨材料之间的一种不锈钢锚固件连接件。
不锈钢锚固件主要用于将整体耐火材料内衬、耐火预制件、耐火纤维毡与炉壳或炉体钢结构连接起来的构件。有V型和不对称型两种,根据窑炉结构、炉膛温度、环境气氛、使用部位和工况来选择使用不同形状的锚固钉。不锈钢锚固件的作用在于将被连接的衬里固定在同一位置,有助于防止施工和加热过程中材料固化以前塌陷,还有助于使材料收缩均匀,避免衬体形成大而集中的裂纹。
不锈钢锚固件使用参数:耐火温度300-1500度,多用于耐磨系数较高的壳体管道,具有、抗温、防腐、耐热、承载力高、抗拉性能好,加载后不容易变形、缓振、增加耐磨系数和良好的绝缘性等优点。水泥窑不锈钢锚固件的形式有多种:一字型、V型、Y型、L型、星型等等。
各种非标加工定制、可供材料普通碳钢、不锈铁、201、304、321、316、2014、2520、310S、904L、253MA、2205、2507、601、2080、800HT、C276等各种特殊合金材质、一站式为您服务,欢迎来电咨询采购。
我公司销售窑炉不锈钢锚固件、310s窑炉不锈钢锚固件、2520窑炉不锈钢锚固件、盲道条、不锈钢窨井盖、不锈钢棒材、不锈钢板材、不锈钢型材、不锈钢管、不锈钢线材、不锈钢卷筒、不锈钢标准件等系列型材冲压件品种。
窑炉不锈钢锚固件产品特点:
适应温度范围广:800℃-1200℃
锚固件形式多样
锚固件结构合一时,锚固牢固、可靠。
安装简便、快捷。
产品描述:
窑炉不锈钢锚固件是将陶瓷纤维、轻质隔热砖、不定型耐火材料等轻质耐材与炉窑金属壁板相连接、固定的结构件。
根据工业炉窑结构、炉膛温度、环境气氛应选用不同结构和不同材质的锚固件。
分类温度1050℃-1400℃区间内耐火材料所用的锚固件。
材质涉及201、301、304、304L、321、316、316L、310S、309S、2014、2035、2080等,非标材质可根据要求订做。
广泛应用于窑炉、电厂锅炉、水泥回转窑、高温炉、流化床锅炉等轻重工业窑炉,本厂从原材料购进到冶炼、轧钢、热处理、成品、加工、理化试验等,均严格按照规范的操作及质控。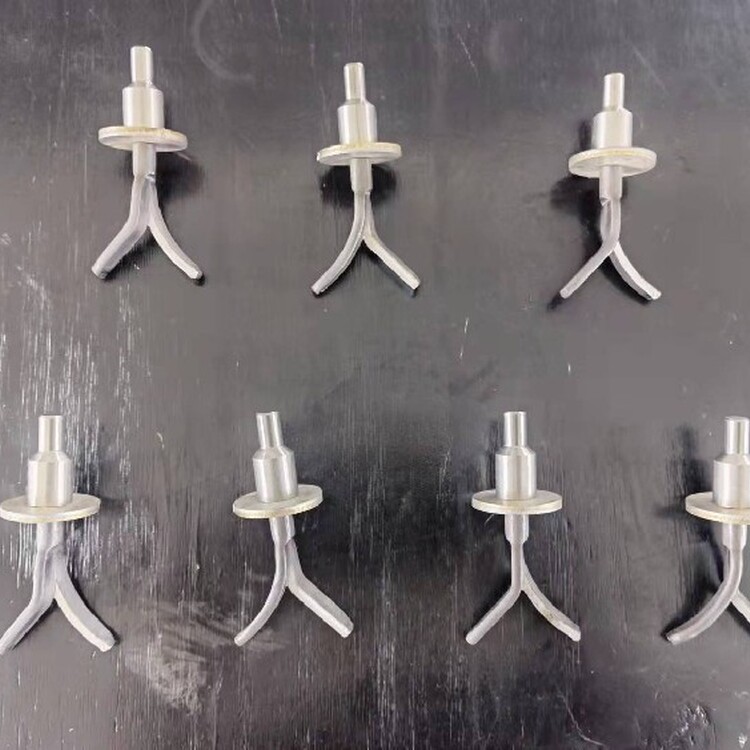
锚固件形状很多,有Y型、V型、T型、S型,等等(见图1)。金属 的是用来支撑和固定较薄衬体的耐火浇注料、耐火可塑料和耐火喷涂料。使用哪种形状的 要根据衬体的结构来确定。陶瓷 的形状见图2。上下两端须为平面,其余4个侧面为齿状,以增大与衬体的咬合面积和摩擦力,起着悬挂和支撑作用 。
排列与间距
排列与间距取决于炉壳或构件的形状,衬体的材质(密度)与厚度,使用温度和使用条件(连续工作和间歇工作),以及衬体所承受的热应力和机械应力的大小等。 排列方式考虑到既具有足够的支撑强度,又不会导致耐火材料在热胀冷缩过程中产生较长的裂纹 。
应用
多数用于作整体内衬(浇注料、可塑料和喷射料的内衬)的固定件。耐火砖衬也有使用 的,但使用的场合不多。金属 固件通常用来支撑和固定较薄的或隔热的整体内衬,如烟囱的内衬、石油化工催化裂化反应器的衬里( 、喷射冶金用整体喷枪的衬体,DH和RH真空脱气装置的浸溃管的整体衬体,回转窑出料日、进料口的衬体等。 多数用来固定长期使用温度在1200℃以下的衬体,或可歇使用的短期使用温度在1200℃以上的衬体。陶瓷 固件通常用来固定较厚的(大于200mm )整体内衬,其特点是:
可经受较高的使用温度,一般用在1200℃以上长期使用的窑炉内衬中;
可经受有腐蚀性气氛的侵蚀和腐蚀作用;
可延长至工作面,减少整体内衬发生剥落;
同金属 固件比较,与耐火材料衬体的接触面积大,因而具有更大的支撑能力;
一般应分层分段进行。耐火可塑料由生产厂挤压成砖坯,用塑料布和纸箱包装。成型用捣固机,风压为0.4~0.5MPa,锤头冲击频率为600次/min,锤头应加橡胶衬垫。捣固内衬要连续进行。炉墙一般为直立的。墙体较高时,底段应设置支撑金属件。在炉壳上焊接锚固砖金属固定件,其中心间距为400~600mm。炉壳铺石棉板、隔热板或用隔热砖砌筑绝热层,高度约为500mm。炉墙施工时一般不支设模板,仅当内衬捣制到孔洞底面时,方可支设木制胎模。
按内衬工作层厚度要求,可先平铺一层耐火可塑料砖坯,用捣固机捣打,其要求与耐火捣打料施工相同。然后,错缝平铺耐火可塑料砖坯并捣制。当内衬捣制到锚固砖位置时,安装锚固砖,再砌筑约500mm高的绝热层,继续向上捣制耐火可塑料内衬工作层。
在捣制内衬过程中,应预先留设垂直膨胀缝,并用塑料波纹板作填缝材。同时用直径为4~5mm的钢钎垂直于工作面开出排气孔,孔的深度为内衬厚度的1/2,孔距为150~250mm。再用切缝刀切割出水平膨胀缝,缝宽为3~5mm,深度为内衬厚度的1/3,间距为1~1.5m。捣制炉顶内衬时,应沿炉长方向分段支设模板,每段约为600mm。锚固砖夹卡在吊挂钢梁上
安装锚固砖时,先用与锚固砖形状相同的木模,在耐火可塑料层上打出模印后,再将锚固砖镶挂在钢梁上。砖的上端面与卡具之间的间隙,用木楔紧固,以防锚固砖移动。接着铺砖坯并捣打炉顶内衬。在炉顶内衬上,每隔2~3m留设一条膨胀缝,非工作面用耐火砖盖严,防止跑火。
整个炉顶内衬捣打完成后,自然养护一天即可拆模,并用刮刀或铁刷将表面扒毛。在耐火可塑料内衬施工间歇期间,要用塑料布将捣打面盖严,继续施工时应去掉内衬表面脱水层,方可铺砖坯捣打。烘炉前,内衬表面若变干,应浇水润湿,使排气孔及表面气孔畅通,然后烘炉。烘炉时间约为13d,在600℃前烘烤10d;从600℃起,约用3d时间缓慢烘至工作温度,其中心间距为290~320mm。耐火可塑料砖坯立着平铺一层,用捣固机垂直于砖面捣打密实。再铺砖坯,继续捣实。
锚固件销售电话
耐火浇注料广泛使用锚固件,金属锚固有Y形,V形,L形等形状,截面有圆形的,也有其他形状的。
锚固件一头焊接在壳体上,一头埋设在衬料中,锚固件将壳体和衬料连成一个整体,防止了窑墙鼓肚,倒塌。
具有、抗温度骤变、防腐、耐寒耐热、承载力高、高承压、抗拉性能好;加载后不容易变形、防潮、缓振、吸收噪音和良好的绝缘性等。安装简便,锤击即可,不锈钢锚固件不需要特殊的安装工具。
耐火浇注料锚固件销售
浇注料锚固件的前端埋设在炉墙厚度的2/3处
2、 在使用温度下,应该有良好的耐热化性能
3、 金属锚固件的表面要缠绕胶布或涂刷涂料,以留膨胀缝。金属锚固件的头部要戴塑料帽,以防锚固件膨胀后顶坏浇注料
4、 大面积浇注料时,要分块施工,每块以浇注区的面积以1.5m2左右为宜,膨胀缝要留设在锚固件间隔的中间位置。