北京20#180度弯管尺寸,02S403弯管
-
面议
及时发货
交易保障
卖家承担邮费
弯管时,弯头里侧的金属被压缩,管壁变厚;弯头背面的金属被拉伸、管壁变薄。弯曲半径越小,弯头背面管壁减薄就越严重,对背部强度的影响就越大。为了使管子弯曲后不致对原有的工作性能有过大改变,一般规定管子弯曲后,管壁减薄率不得超过15%。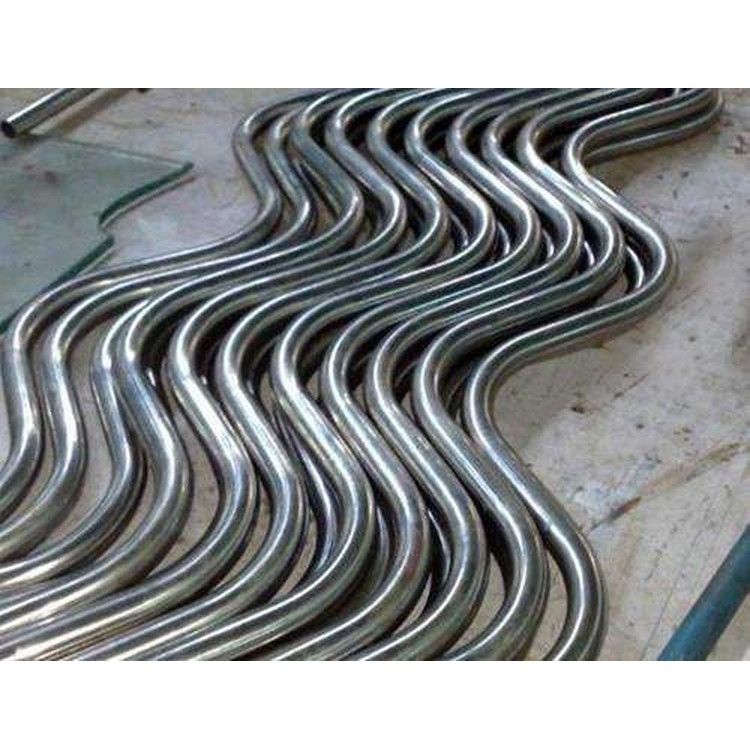
在不锈钢弯管的加工制造工艺中,要注意焊接多边形截面的多边形环壳或端部封闭的多边形段壳,在其端部形成一个凹槽,加工其他零件时注意更多的点,此外许多弯管加工厂家密切关注相关的称重和检验,注意弯管和弯头保持管道原有的横截面,可以避免弯管的故障。
弯管根据生产工艺可以分为两种,一种是热弯弯管,一种是冷弯弯管,其中热弯弯管是一种非常常用的弯管,以下是热弯弯管的加工工艺,直管切割后,用弯管挤出机直接在钢管的弯曲部分设置导向环,实际上管端是被机器的转臂夹住的,感应环用中频电流加热钢管,钢管温度上升到塑性状态时,请注意这个时候管道很脆弱,如果不注意,可能会对管道造成很大的损坏。一边加热一边推一边弯一边这样冷却,另外需要注意的是,弯管主要用于弧形钢结构的施工。综上所述,要注意常温下的弯曲加工方法,不依赖加热,不改变材料结构。
弯管加工工艺可以分为很多种,主要有拉弯、绕弯、推弯等多种方式,这些方式又可以分为冷弯和热弯两种弯制状态。对于不同的弯管所应用的加工技术是不同的,不同弯管的特性也是不一样的。
在管路系统中,中频弯管是改变管路方向的管件。按角度分,有45°及90°180°三种更常用的,另外根据工程需要还包括60°等其他非正常角度弯头。弯头的材料有铸铁、不锈钢、合金钢、可煅铸铁、碳钢、有色金属及塑料等。与管子联结的方式有:直接焊接(更常用的方式)法兰联结、螺纹联结及承插式联结等。按照生产工艺可分为:焊接弯头、冲压弯头、铸造弯头等。管道安装中常用的一种连接用管件,用于管道拐弯处的连接。
弯管加工前提条件
1、要按有关标准和法规加工(弯管要横平竖直,跨度和间距要符合规范要求)。无论弯管加工到何种高度都不允许出现不稳定状况。
2、基础地面要平整,夯实,坚硬,其金属基板也平整,不得有任何变形,地面较松软时应使用扫地杆或垫板以增加受力面和增加稳定性。
3、所用原材料应是经检验合格的,有变形,裂纹等缺陷的弯管架杆,连接件和紧固件严禁使用,弯管的紧固件,连接件不得以焊接方式修复。
4、跳板应铺设整齐,宽度,长度应保持一致(特殊部位除外)。任何弯管上的跳板应固定牢固,平台面上不得有较大孔洞(特殊部位除外)。