西藏不锈钢N型冷凝泵批发
-
¥6466.00
及时发货
交易保障
卖家承担邮费
两级冷凝泵的结构其余与单级相同,仅泵盖 泵体和中间导叶构成两个工作室,在两室内相应装有硅黄铜铸成的级叶轮和铸铁制成的叶轮、
单级带诱导轮的冷凝泵结构其余与单级相同,仅叶轮材质为铝青铜,在叶轮前加一个有铝铁青铜制成的诱导轮,以改善气蚀性能
N型冷凝泵装配与拆卸所需工具与规格如图普通机械,主要要求如下:
支承部分:将用油加温至100度左右的前后滚珠轴承分别装于轴上然后装入托架体,其轴向定位是以前滚珠轴承压盖为准,轴的轴向移位为0.25-0.5毫米
N型冷凝泵泵体装入托架检查E面对轴心跳动不大于0.15毫米。叶轮装配时套上轴套要小心里面的紫铜垫片,不得歪斜和碰损叶轮,固定完毕后要检查口环跳动不大于0.07毫米,叶轮装配要注意从吸方向看去叶轮是顺时针方向旋转。冷凝泵的诱导轮装配时要检查外圆与泵盖间隙不得小于0.1毫米
冷凝器泵零件少,结构不复杂,有利于拆卸和维护,假使是次使用,也可能短时间内轻松掌握,冷凝泵由弹性体制成,转子由金属制成,从此泵在并没有介质的情况下没有办法干燥。凝结水泵性能:李绅LG凝结水泵、多螺杆泵产品流速为0.95至103(m3/h)常规产品的输出压力为1.6兆帕(水头60米)常规耐高温80度顾客的要求可达到110度依照顾客的介质和物理性能定子、转子、护套和过流部件。
NBA型冷凝泵概述:
NBA型泵,系单级单吸悬臂式离心冷凝泵。GN、GNL型泵,系两级单吸离心式冷凝泵,适用于电厂,用来抽送冷凝器中的凝结水和750~3000kw汽轮发电机组抽送凝结水或物理、化学性质类似于水的其他液体之用。液体温度不超过80℃。泵进口压力不0.6MPa。
NBA型冷凝泵参数范围:
流量Q 11~120m3/h
扬程H 12~143m
NBA型冷凝泵型号说明:
100NBA-45
100-泵进口口径(mm)
N-冷凝水泵
B-悬架式
45-泵的设计扬程m
GN L3-A GN L3-B
G-高吸程
N-冷凝水泵
L-立式
3-泵进口口径为3寸
A、B-两种不同叶轮外径
NBA型冷凝泵结构型式:
NB、NBA、GN、N型为卧式,GNL为立式。采用滚动轴承,润滑脂润滑,轴封为填料密封,也可用机械密封。
NBA型冷凝泵旋转方向:
从电机端看,泵为逆时针方向旋转
NBA型冷凝泵主要零件材质:
泵的体过流部件泵体、泵盖、密封环、轴套的材质为铸铁,N型冷凝泵叶轮为硅黄铜,诱导轮为铝铁青铜。轴均为碳素钢。
NBA型冷凝泵成套范围:
成套供应泵、电机、联轴器、止回阀、闸阀。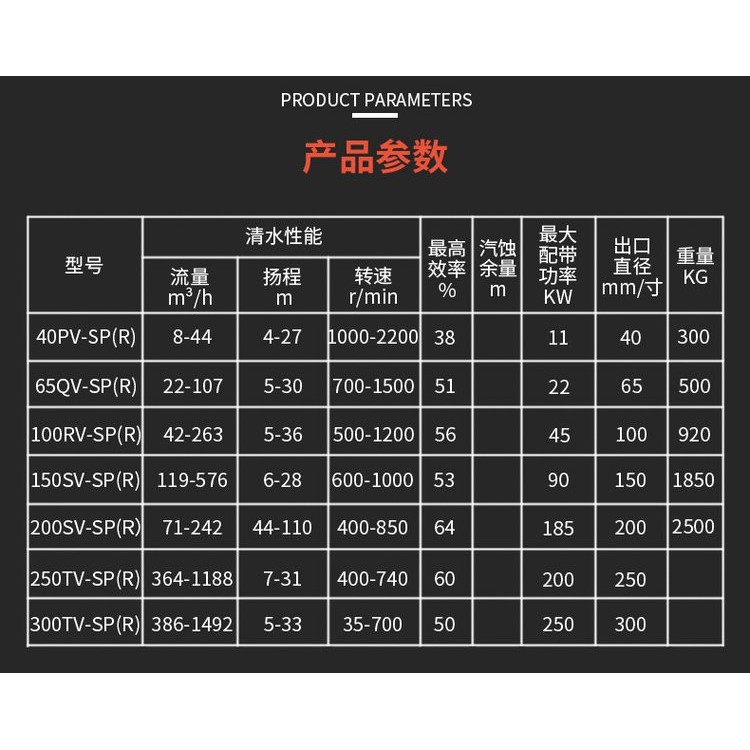
凝结水泵 冷凝泵的拆卸:
拆除管道附件、温度测点等。
在泵对轮、电动机对轮及调整垫片及对轮螺栓相对位置做好标记,组装时按照记号装复。
拆卸对轮螺栓,测量对轮间的轴向距离及调整垫厚度。
拆除泵底座连接螺栓,将泵从筒体吊出,水平放在检修架上。
在各部件相对位置做好标记,按要求完成各部件的拆卸及清理、检查工作。
润滑轴承的更换:
轴承损坏、间隙超标应更换。
轴套应光滑、无磨损,键槽完好,更换的新轴套应测量尺寸。
核对新轴承尺寸,计算轴承间隙。
清理干净后将新轴承垂直放在节段内,不得使轴承歪斜。
配装紧固螺钉,防止轴承转动。
凝结水泵 冷凝泵的作用:
凝结水泵是将凝汽器底部热井中的凝结水吸出,升压后流经 低压加热器等设备输送到除氧器的水箱。凝结水泵现均采用定速 电动机拖动的离心式泵,属中低压水泵范畴。
凝结水泵抽吸的是处于高度真空状态下的饱和凝结水,吸入 侧是在真空状态下工作,很容易吸入空气和产生汽蚀。凝结水泵 的运行条件,要求泵的抗汽蚀性能和轴密封装置的性能良好。大 机组的凝结水泵通常采用固定水位运行,设置自动调节凝汽器热 井水位装置。
凝结水泵空气管作用:
因汽轮机的凝结器及凝结水泵是处于真空状态下工作的。凝结水泵加装空气管的作用就是当泵内或凝结水带一定的空气时,立即由空气管排至凝结器,不致使空气集聚在凝结水泵内,影响到凝结水泵的正常运行。
文章内容来源于网络,如有问题,请与我们联系!
凝结水泵 冷凝泵壳为碗形壳或螺旋壳,次级、末级壳为碗形壳;泵轴设有多处径向支承,泵转子轴向负荷可由泵本身推力轴承承受,也可由电机承受;轴封可以为填料密封或机械密封,泵转子轴系含两根轴,轴间联接为卡环筒式联轴器,泵机联接为弹性柱销联轴器或刚性联轴器联接;吸入与吐出接口分别位于泵筒体和吐出座上,并呈180°水平布置(可按15°的整数倍任意变位)。
凝结水泵出水部分由接管、泵座等件组成;泵的传动轴从该部分的中心穿过;从泵工作部流出的液体经该部分后水平进入泵外压力管道。泵座上设有密封函体、泄压孔、脱汽孔;泄压孔用以将轴封腔内压力减至低;脱汽孔用以将泵筒体内的气体及时排至凝汽器。电厂锅炉产生的高压水蒸气通过汽轮机后,就会进入到凝汽器,凝汽器是一个把高温水蒸气凝结成水的装置,大量水蒸气在凝结过程中体积迅速减小,原本由水蒸气占有的空间就会形成真空。
凝结水泵填料要逐根装填,不得一次装填几根。方法是取一根填料,涂以润滑剂,双手各持填料接口的一端,沿轴向拉开,使之呈螺旋形,再从切口外套入轴颈。不得沿径向拉开,以免接口不齐。生产工艺和操作要领的改革。工艺是否先辈,每每是影响产风致量、生产效率、能源和原质料斲丧、成本崎岖的紧张缘故原由,因此应成为技能改革的紧张内容。