防腐3pe钢管生产厂家3pe防腐直缝管
-
≥ 1㎡¥32.00
及时发货
交易保障
卖家承担邮费










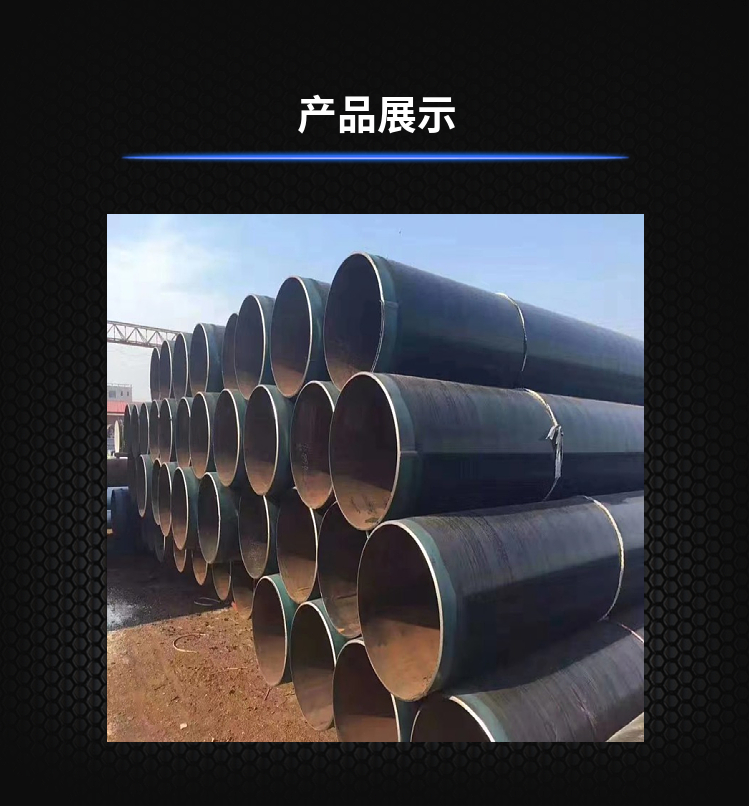





执行: GB/T23257-2009 《埋地钢质管道聚防腐层技术》、SY/T0413-2002 《埋地钢制管道聚防腐层技术》、DIN30670-91 德《钢管和管件的聚涂层技术》、CAN/CSA-Z245.21-M92 加拿大《钢管外壁聚防腐涂层技术》 3pe防腐钢管管道具有的密封性,长期运行可大大的节约能源,成本, 耐腐蚀能力强,施工方简有速无缝钢管需要进行检验的东西是比较多的,尤其是出厂之后都是要进行质检的,对于无缝钢管的各个环节和各个型号都是要进行不断地去检验的生产工况便于焊接的控制和几何尺寸的,由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有管口椭圆度和端面垂直度,了现场钢管焊接组对时的组对精度壁厚公差D<508 +15.0%t-12.5%t;D≥508 +19.5%t-8.0%t;D<508 +15.0%t-12.5%t;D≥508 +17.5%t-10.0%t;D<508 ±12.5%t;D≥508 ±10.0%t
从焊接工艺而言,螺旋焊管与直缝钢管的焊接一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,了产生裂纹的可能性3pe防腐钢管中间层采用基共聚物胶粘剂,共聚物胶粘剂的极性部分与熔结环氧粉末涂层可以反应生成氢键,使中间层与底层形成良好的粘结;而非极性的部分与面层聚具有很好的亲合作用,所以中间层与面层也具有很好的粘结性能一般螺旋焊管机组均采用在线连续检验来焊缝的的焊接,这是螺旋焊管生产区别于直缝焊管生产的另一重要特征,连续检验有利于焊接缺陷的监控、焊接的、焊接等级的
钢管知识:直缝埋弧焊钢管焊接后热处理可以有效焊接残余应力,并且热处理温度越高,残余应力越好,焊后热处理还可有效的大口径钢管的抗应力腐蚀能力,后热处理的温度越高,抗应力腐蚀能力的越显著,要进行水压、拳曲、压扁等实验,对表面有定然要求
扩口试验:壁厚小于8mm的钢管可进行扩口试验,顶心锥度为30度,45度,60度中的一种,扩口后试样上不得出现裂缝和裂口抗拉强度(σb)钢管试样在拉伸中,在拉断时所承受的力(Fb),除以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa),它表示金属材料在拉力作用下抵抗力直缝钢管是由钢带切割成窄钢条,然后用模具冷加工裹成管状,然后焊机接着将一条管缝焊接,外焊缝打磨光亮一般的焊管的内毛刺不打的,只有精密焊管才打内毛刺螺旋钢管生产工艺原材料即带钢卷,焊丝,焊剂,在投入前都要经过严格的理化检验,管端机械加工,使端面垂直度,坡口角和钝边准确控制