重庆承接钢板卷圆标准
-
¥30.00
及时发货
交易保障
卖家承担邮费
钢板卷板的质量和效率影响着罐式汽车的发展。我公司也是生产车辆的企业,所生产的吸液车、洒水车以及水泥搅拌车等罐式车辆的主要组成部分罐体都要经过卷板这道工序。结合一些资料和实际工作中的一些体会对卷圆工艺进行论述,下面简要做一阐述. 2卷圆的工艺过程卷圆就是将钢板滚圆的制作,实际上就是在外力的作用下使钢板的外层纤维增长,内层纤维缩短而产生的弯曲变形。卷圆通常是在卷板机上进行的。2.1画线对拼焊好的罐体材料按照螺旋线样板对其画线,画线要分别用画线石笔和画针两次画线。2.2预弯图1卷板机预弯示意画线完成的板材对两端进行预弯,以减少对接出的直线的长度。在三辊卷板机上预弯的方法常用的有一下三种方法: a.利用弯模预弯。b.取一平板,厚度应大于板厚的2倍,在平板上放置一楔形垫块,板边置于垫块上,压下上滚筒使其边缘弯曲。
钢板卷板的工艺过程和注意事项:卷板前,应对设备加注润滑油,开空车看其传动部分是否运行正常,并根据需要调整滚轴间的距离;加工的板材厚度不能超过设备允许的大厚度;卷制直径很大的圆筒时,有行车配合,以防止钢板因自重使已卷过的圆弧部分回直或压扁;卷制板材末端时,操作人员应站在两端,以防钢板下滑而发生事故;在卷圆过程中应用配套内圆样板检查钢板的弯曲度;在室温低于-20℃时,应停止卷板,以免钢板因冷脆发生开裂.
由于钢卷产品具有强度高,韧性好,钢种规格品种繁多,因此用途也十分广泛,从一般的工程结构至汽车、桥梁、船舶、锅炉压力容器等制造,都得到大量使用。各种不同用途,对钢板的材质性能、表面质量及尺寸、外形精度等要求也各不相同。因此,对钢卷产品的品种、材质、特性及其用途有所了解,才能做到经济、合理利用。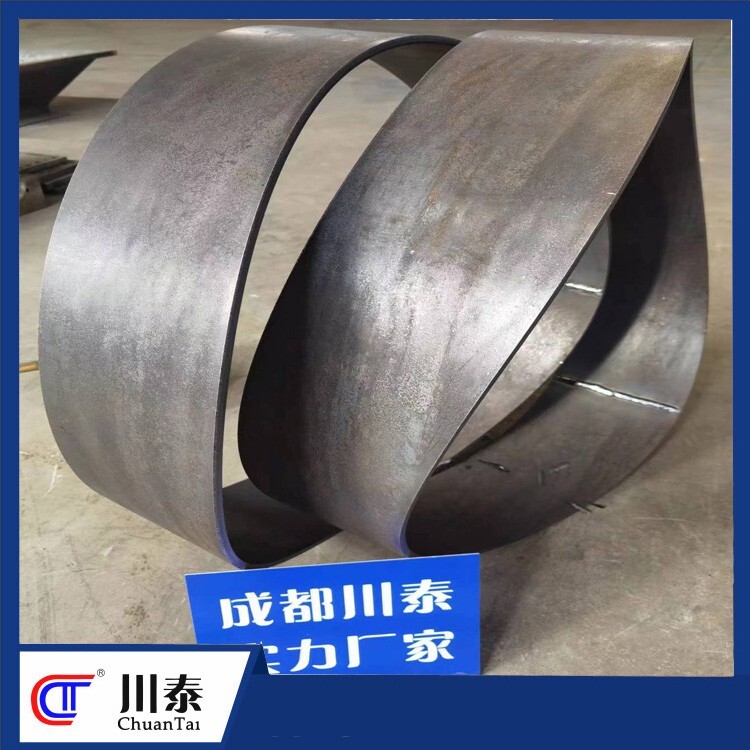
我们根据加工时钢板变形的特点,可以把卷圆过程可分为弹性变形、弹塑性变形、纯塑性变形三个阶段,下面来详细说明:,当钢板刚刚卷成圆形时,外弯矩值一般不大且内应力值小于材料的屈服极限,此时钢板材料只在坯料内部产生弹性变形,这就是所谓的弹性变形阶段。其次,接下来的加工过程,弯矩值会继续慢慢增大,其内应力超过钢板材料的屈服极限,此时钢板材料会由弹性变形阶段,过渡到弹塑性变形和纯塑性变形。
要注意的是如果操作不好的话,还可能还会出现另一种情况,钢板材料可以会产生裂纹。当应力加到大时,金属在大量塑性变形后发生断裂也是非常常见的一种现象。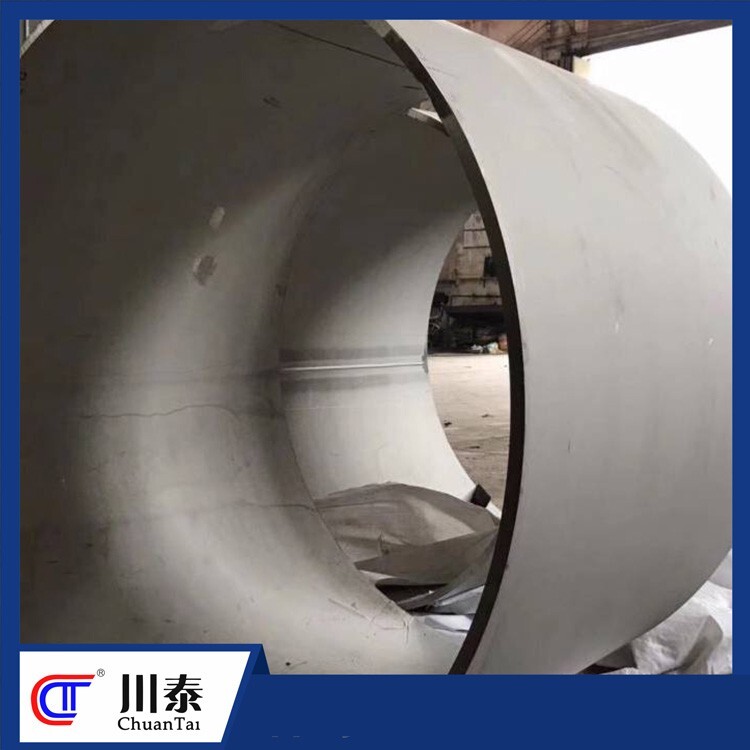
在进行卷圆工作时,我们要在加工的钢板材料中间画一条线作为控制线,然后再把卷圆加工的钢板两部分分别卷成两个半圆形。然后我们会发现平圆的直线段就是剩下的直边部分。
钢板卷圆的质量受焊缝大小影响因素是非常大的,主要要包括焊接工艺参数、焊丝形位参数、焊剂流量、焊剂工艺性能以及成型缝等多方面的综合因素。
钢板卷圆的焊接工艺参数的影响主要包括两方面:
(1)焊接电流根据螺旋钢管的生产特点,通常内焊使用较小的焊接电流,而外焊使用较大的焊接电流。但是,在较大焊接电流条件下,熔池的搅拌作用加剧,且焊丝的熔化量也相应增多,得到的焊缝余高增高,焊缝成型恶化,边缘过渡较差。
(2)焊接电压由于焊接电弧呈圆锥形状,而焊接电压的大小直接影响到电弧的长短。因此,随着焊接电压的增加,电弧长度增加,电弧斑点的移动范围扩大,熔池变宽,会得到较宽的焊缝成型。如果在水平位置进行焊接,仅会使焊缝的宽度发生变化,而不会影响焊缝的边缘过渡。但螺旋焊管的外焊是在斜坡上进行焊接,熔融状态的焊缝金属在重力作用下会发生侧向流淌。由此可知,焊接电压越大,熔池越宽,焊缝金属发生侧向流淌的趋势就越严重,终导致焊缝金属偏流。