吉林辽源新款饲料颗粒机,压粒机
-
¥24500.00
及时发货
交易保障
卖家承担邮费
典型的双线(两台SZLH420颗粒机)反刍料设计:时产约为8-12T/H,采用两条粉碎线、一条配料混合线、两条制粒线及两条打包线。
饲料颗粒机优势:
1、便于贮藏、包装、运输饲料成型后,颗粒饲料比粉状饲料体积缩小约1/3,便于贮藏、包装、运输;在贮藏过程中,粉状饲料容易吸湿结块、发霉变质,而颗粒饲料的散落性好,吸湿性小,贮藏稳定性高;成品运输过程中避免了自动分级现象;在包装过程中降低了粉尘及微量成分的损失;
2、杀菌消毒,在制粒过程中,饲料中某些有毒物质或抑制因子(如胰蛋白酶抑制因子、血球凝集素等)因热作用而被破坏。同时可杀灭90%的沙门氏杆菌;
3、提高畜禽适口性,增加采食量由于颗粒饲料密度大,体积减少,营养浓度高,从而使动物的采食量也相应增加;
4、制粒过程中有一个高温过程,使饲料颗粒处于半熟化状态,便于动物消化吸收,提高饲料利用率通过制粒,改善了饲料中某些营养成分的理化性质,提高了饲料利用率,营养物质利用率也相应提高;
5、防止畜禽挑食,减少饲料浪费由于颗粒饲料的大小均匀,营养全面,从而了日粮组分的一体性和全价性,避免了畜禽按其适口性挑选饲料,减少向空中、水中到处飞散粉尘而造成的损失。
颗粒机加工过程中注意事项:
1.物料在造粒前,要经过调质,蒸汽的压力一定要稳定4-8bar,而且蒸汽在调质定要除水,如果蒸汽中含有大量的水分,会造成造粒的堵塞。物料经过调质后,受到了一定程度的熟化,可显著提高饲料中营养成份的利用率。
2.造粒的过程中,应经常检查物料的湿度和温度。湿度的检查方法是:用手轻捏后,物料可成块为好。温度要因造粒品种的不同而不同,要稳定地控制在75—95℃之间。
3.造粒后的颗粒的冷却一定不能过快或冷却不够,如果冷却过快,会使物料颗粒表面开裂,冷却不够,温度过高,会使物料吸湿,造成霉块。冷却后的物料应与室温一致。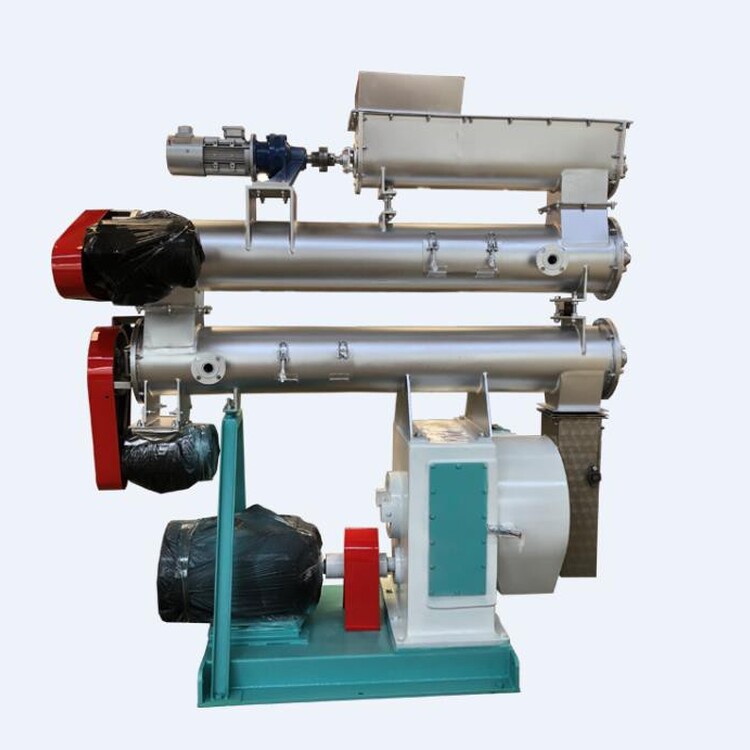
正确的操作与保养颗粒机:
1.环模和压辊间隙的调整对于新的环模和压辊间隙的调整,应使环模和压辊的高点有轻微接触,压辊达到“似转非转”的状态。如果是在工作状态中进行调整,可适当加大环模和压辊的压力,但一定要适可而止。环模和压辊的间隙过大,压辊不能转动,造成堵机。环模和压辊的间隙过小,会加大环模和压辊的磨损,负荷加大,严重的会造成环模和压辊的损坏。要及时检查环模和压辊的间隙,少每四个工作小时检查一次。在调整各个压辊时,注意各个压辊的调整方向,应使各压辊相对于造粒机轴的力矩和为零,从而使造粒机免受不对称力的影响。
2.保养颗粒机。每班次应做班前检查,检查各传动部件、仪表、阀门,加注润滑油Jg采用锂基润滑油,并清除铁器上的铁屑。
3.正确安装或更换环模和压辊。一般是新模配新辊,旧模配旧辊,以使环模和压辊的表面形状接近仿形状态,环模和压辊的各个局部的间隙大致相同。这样整个环模受力和出料都十分均匀,可提高生产效率。
在造粒结束后,要求用含油的物料压入模孔,以模孔不被腐蚀,对于碳钢环模的保养要更加仔细。
机制颗粒与传统粉料相比,小型饲料颗粒机有许多优点:
1.适口性好,动物采食量大;
2.消化率高,制粒升温煳化,有利于动物消化、吸收各种营养成分;
3.饲料密度大,便于储存运输;
4.防止挑食,减少浪费,减少粉尘损失与板结。
小型饲料颗粒机内置磨盘和压辊采用合金钢,提高使用寿命,磨盘型号不同,适合不同物料,了压制效果。齿轮箱采用铸铁材料,噪音小,具有良好的减震型。
颗粒机主要结构:
1、喂料器介绍喂料器由调速电机、减速器、绞龙筒体和绞龙轴等组成。调速电机与电磁调速控制器配合使用,通过JDIA型电磁调速电机控制器即可改变其输出转速。喂料减速器采用摆线针轮减速器,其减速比为1:10,与调速电机直联,进行减速,使喂料绞龙的有效转速控制在 12~120rpm之间。
2、调质器简介调质器主要由调质轴、桨叶、筒体、减速器和电机等组成。桨叶角度可调,它既起输送作用又起搅拌作用。筒体上开有进汽孔,由蒸汽管送来蒸汽通过此孔进入调质器,与饲料进行混合,对饲料进行调质,有利于制粒。调质轴可从筒体左端抽出,以便清理、检修以及调整叶片角度。
3、压制室简介颗粒机的压制室的主要部件由环模、两个压辊、喂料刮刀、切刀、以及模辊间隙调节螺钉等组成。压制室的结构和工作原理:饲料通过环模罩和喂料刮板,将粉状饲料送入两个压制区,空轴传动轮带动压模旋转,饲料被卷入压模和压辊之间,两个相对旋转件对饲料逐渐挤压,饲料被挤入环模孔,在模孔中成形,并不断向模孔外端挤出,再由切刀把成形颗粒切成所需要的长度,后形 成颗粒料流进入下道工序。
4、主传动箱介绍主传动箱主要由主动齿轮(齿轴)、被动齿轮(大齿轮)、主轴、空轴以及箱体、轴承等组成。电机通过联轴器带动主动齿轮,再经与被动齿轮啮合减速带动空轴旋转,空轴端连接传动轮,传动轮通过螺栓和键与压模固定,使其旋转。主轴左端是压辊和刮板的固定支座,右端有过载保护装置,当有硬质异物进入压制区或物料流量过大时,环模与压辊间的压力超过正常工作压力,即主轴受扭矩超过正常扭矩,从而传递给安全销的剪切力超过其强度的极限,这时安全销会自动折断,主轴带动 安全销座旋转,触动行程开关,切断电源而停机。