安徽PPH管采购
-
¥44.00
及时发货
交易保障
卖家承担邮费
PPH管道焊接前的准备工作:
焊接的先决条件
PPH管道直接用于焊接的区域不能受到不佳的风化影响。如果有适当的措施可保障焊接操作(比如预热、在帐篷内或加热),可以在任何室外温度条件下进行焊接,但是不能影响焊工的操作。需要的话,须在规定的条件下制作试验焊缝,提供其他的证据。
如果由于太阳辐射的原因半成品加热不均匀,须适时将焊接点的区域进行遮盖,以均衡温度。在焊接过程中,应考虑空气流动引起的冷却。不能损伤PPH管道要焊接的粘接面,也不能弄脏。
PPH管材剪切是制造管材零件的基本工序,包括切断、端口形样冲裁、冲孔及切口等。产品剪切属冲压加工分离工序,它与板材剪切相比,由于自身的形状(空心截面)特点,剪切时为避免管壁被压扁,采取的工艺措施比较复杂,同时对模具设计及制造也提出了更高要求。产品剪切由于加工速度快,生产,适合大批量生产。
冷热水用PPH管道的热熔连接时的注意事项如下:
1、热熔工具接通电源,到工作温度,指示灯亮后方能开始操作。
2、切割管道,须使端面垂直于管轴线。
3、管道和管件连接端面须清洁、干燥、无油污。
4、熔接弯头或三通时,按设计图纸要求,应注意其方向,在管件和PPH管道的直线方向上,用辅助记号标出其位置。
5、连接时,无旋转地把管端导入加热套内,插人到标准的深度,同时,无旋转地把管件推到加热头上,到规定标志处。
6、到加热时间后,把PPH管道与管件从加热套与加热头上同时取下,无旋转地直插到所标深度,使接头处形成均匀凸缘,此时接头可以校正,但严禁旋转。
7、待到规定冷却时间后,将管件盖扣在管件上。
PPH管材的生产要有相应的生产条件,其中主要条件为原材料、设备、模具等的设置,而重要条件是配方、工艺等的设计。
1、树脂的选择。树脂是产品的主要原料,不同型号的树脂其性能也不同。正确选择树脂的牌号,检测树脂的主要指标是生产产品的基本要求。
2、设备、模具的设置混合设备。挤出设备是产品成型的关键设备,挤出机中的螺杆是挤出机的核心。产品采用单螺杆挤出机成型。
3、注塑设备的设置。目前,注塑设备的现代化程度越来越高,现在生产已经开始由计算机程控工艺参数的注塑机。生产PPH管材则可用通用型注塑机。在塑料成型过程中,物料从粉料到塑化熔融,物料的塑化质量和挤出量直接受到了螺杆结构形式的影响。因此,应根据所生产的产品材料,慎重选择成型设备的螺杆形式。
4、模具的设计。在生产中,模具(机头)是PPH管材成型的条件,模具的结构、制造精度、料流所经过处的光洁度及耐腐蚀程度都直接影响到管材的内在质量。注塑模具的设计对产品质量的影响也较大,通常在其设计中先应考虑生产材料的产品,然后根据材料的特性来进行模具设计。在这类模具的设计制作过程中,需反复修改几次才能达产品要求。
PPH管材是通过相应的成型方法,将塑料制成所需形状的制品的。成型方法有物理加工成型和化学加工成型两种。
物理加工成型是指塑料通过加热、熔融、冷却进程而成制品,如挤出成型、压延成型、铸塑成型、反转成型等等。化学加工成型是指在进程中伴有化学反响,然后制成制品。塑料制品的成型方法是根据制品的形状等确认的。
有的制品形状只能用一种成型方法得到,有的可用两种或多种成型方法得到。挤出成型PPH管材是连续出产出来的,制品的轴向断面形状是相同的。因为它是连续操作成型,所以出产,产品质量稳定。打针成型是间歇操作出产产品,制品的形状可制成任意形。
压延成型出产的制品只能是膜、板类片材。PPH管材的出产除了需求通过加工成型进程以外,有的制品还需进行机械加工、润饰和装配。机械加工是指在成型后的工件上进行钻、车、铣等加工,以结束成型工艺无法结束或结束的作业。
针对PPH管道对手工操作的优点介绍。
在旋轮缩日过程中,因为旋轮在高转速的管坯外表上翻滚,若有其它细微妨碍将会致使振荡,而使管件外表皱折。因而,PPH管道旋压开始时其操作需格外细心,应使变形区逐步变形,切勿急于求成。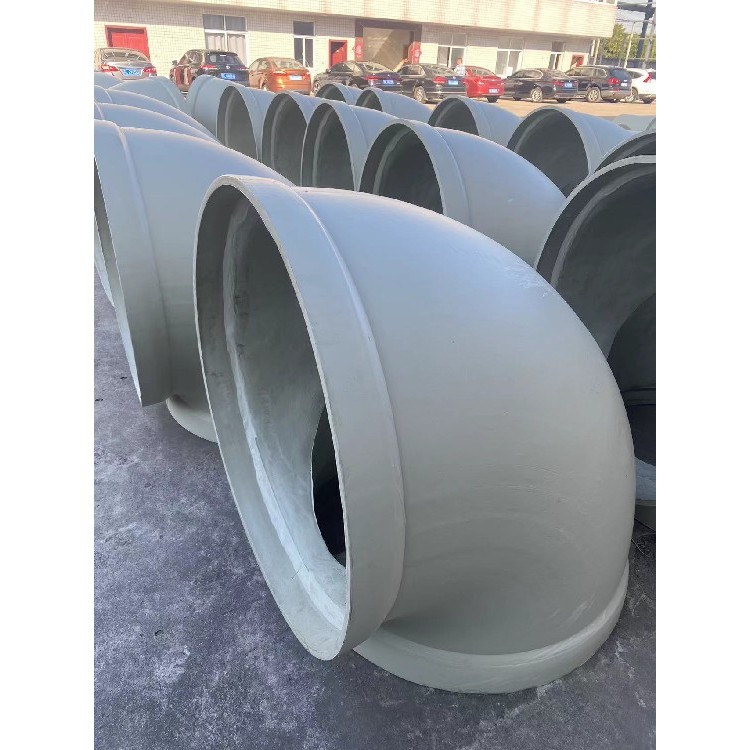
依据实践经验,关于PPH管道厚度在1mm左右的坯料,选用手工操作旋轮较为好;关于厚度较大的坯料,适宜在液压传动的旋压机上进行成形。
在此还应指出,旋轮缩口时若变形程度不大,则可在一道工序中成形。当变形程度过大时,不只增加了起皱的趋势,并且使PPH管道加工硬化严峻,致使变形抗力剧增,因而,需经过几道工序才干缩口成形。